

1.4.1.4. Накладные карманы с прорезным входом
Накладные карманы с прорезным входом могут обрабатываться с клапаном (рисунок 1.29а), обтачками (рисунок 1.29б), листочкой.
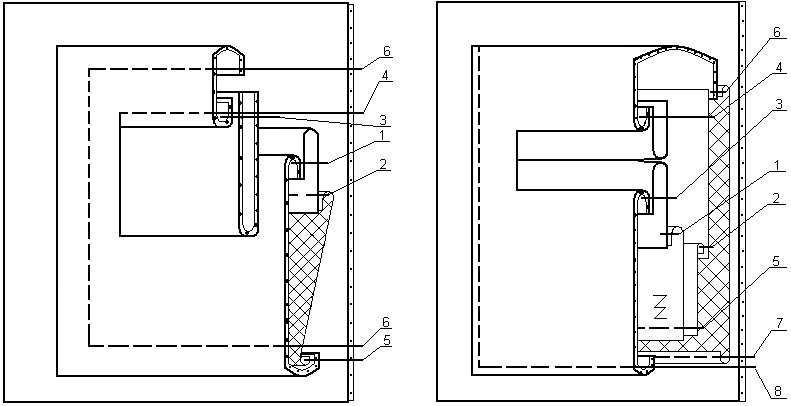
а б
Рисунок 1.29 – Обработка накладных карманов: а – с прорезным входом с клапаном и обтачкой; б – с верхним и прорезным входами с двумя обтачками
Вначале обрабатывается прорезной вход также как и в боковых прорезных карманах, а затем накладной карман соединяется с изделием (рисунок 1.29а). Иногда накладные карманы обрабатывают с двумя входами – верхним и прорезным (рисунок 1.29б).
Отделочные клапаны обрабатывают обтачным швом в кант с последующим закреплением шва обтачивания строчкой 2 (рисунок 1.30).
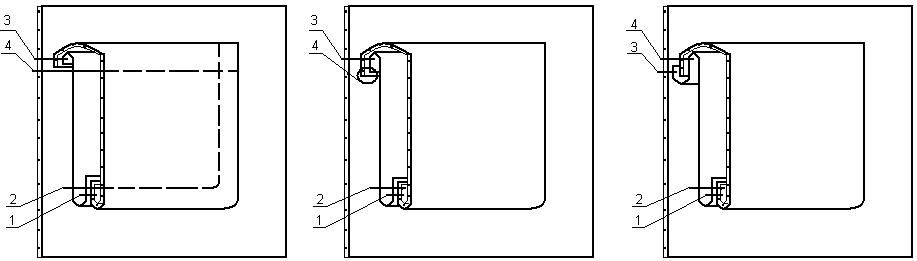
а б в
Рисунок 1.30 – Обработка отделочных клапанов и соединение их с изделием: а – с отделочной строчкой; б – без отделочной строчки с обметанным верхним срезом клапана; в – без отделочной строчки с закрытым верхним срезом клапана
Способ соединения зависит от модели изделия: с отделочной строчкой (рисунок 1.30а) или без (рисунок 14.30б, в).
1.4.1.5. Внутренние карманы
Внутренние карманы располагают на подкладе деталей переда, подбортах или в шве притачивания подклада к подборту. Обработка состоит из 2-х этапов: заготовка деталей и сборка кармана.
Наибольшим разнообразием отличаются внутренние карманы в мужской одежде пальтово-костюмного ассортимента: это карманы с листочками (рисунок 1.31), с обтачками из основной ткани (рисунок 1.32) или подкладки, с окантованными подкладочной тканью краями (рисунок 1.33). Внутренние карманы могут обрабатываться на целой детали подклада переда (рисунок 1.31а) или выкроенной из двух частей (рисунок 1.31б). Петли карманов изготовляют из специальной тесьмы, подкладочной ткани или натуральной кожи. На одну из частей подклада настрачивают подзор. На подзор левого кармана настрачивают фирменную марку.
Внутренние карманы в мужских пиджаках и пальто на подкладке располагают параллельно верхнему наружному прорезному карману и ниже его на 1–2 см. В подбортах карманы обрабатывают с прорезями параллельно внутренним краям подбортов; горизонтальные карманы располагают в цельнокроеных или притачанных выступах подбортов. Обычно в мужских изделиях обрабатывают два нагрудных кармана на левой и правой деталях переда, но иногда дополнительно третий и четвертый карманы.
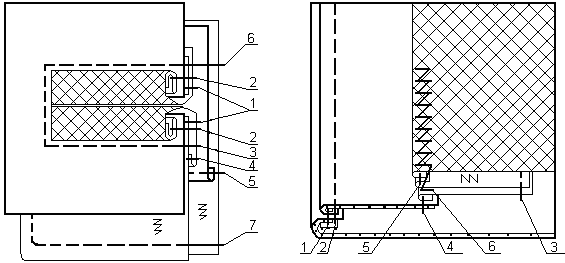
В кармане с листочкой из подкладочного материала подклад служит одновременно прокладкой листочки (рисунок 1.31а). Вначале притачивают подзор к подкладу кармана (строчки 1, 2). Подклад с подзором присоединяют к подкладу полочки (строчка 3), предварительно перегнув ее по линии сгиба листочки. Верхнюю часть подклада отгибают, а нижнюю притачивают (строчка 4) на расстоянии от строчки 3, равном ширине листочки в готовом виде. После прорезания переда и подклада с подзором по линии входа в карман закрепляют концы листочки и стачивают подклад (строчка 5). Для прочности соединения выполняют строчку 6, подкладывая с изнанки долевик в сторону проймы.
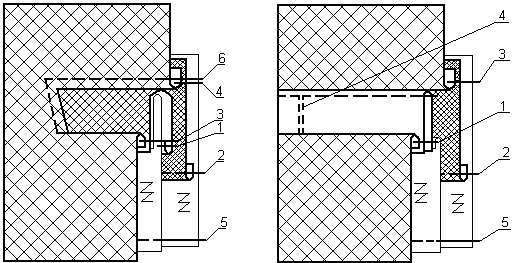
а б
Рисунок 1.31 – Обработка внутреннего кармана с листочкой:
а – на целой детали подкладки полочки; б – на подкладке из двух частей
Для упрощения обработки углов кармана с листочкой из основного материала рекомендуется верхнюю часть подклада по линии кармана выкраивать из двух частей. Поэтому листочка проходит по всей ширине подклада переда (рисунок 1.31б). Вначале притачивают (строчка 1) листочку к нижней части подклада переда, одновременно подкладывая подклад. Верхнюю часть подклада переда притачивают к подкладу с подзором (строчка 3). Концы кармана скрепляют с лицевой стороны на универсальной машине (строчка 4) и стачивают подклад (строчка 5).
Внутренние карманы в рамку обрабатывают с одной или двумя обтачками. При сборке карманов с двумя обтачками (рисунок 1.32а) обтачки притачивают (строчки 2 и 3) к подкладу переда на одно- или двухигольной машине. Швы отгибают в сторону подклада, края обтачек подгибают, образуя рамку нужной ширины, и настрачивают (строчка 4 и 5) с одновременным подкладыванием под нижнюю обтачку и подклад с подзором и петли под верхнюю обтачку. Затем стачивают (строчка 6) подклад кармана, закрепляют концы (строчка 7) кармана на специальной машине.
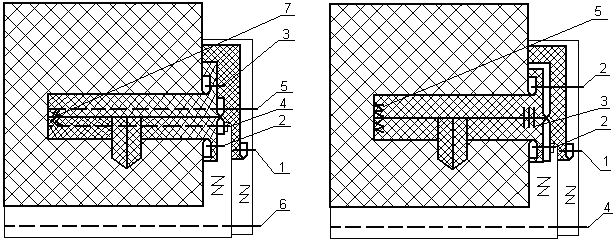
а б
Рисунок 1.32 – Обработка внутреннего кармана:
а – с двумя обтачками; б – с одной обтачкой
При сборке карманов с одной обтачкой (рисунок 1.32б) к подкладу переда одновременно притачивают (строчка 2) на двухигольной машине с ножом обтачку, петлю и часть подклада, на которую предварительно настрочен подзор. Передний конец кармана закрепляют на стачивающей машине двумя обратными строчками 3, затем стачивают подклад кармана (строчка 4) и закрепляют строчкой 5 концы кармана на специальной машине.
В моделях одежды, где внутренние края подбортов окантованы, карман часто располагают в выступе подборта (рисунок 1.33а) и обрабатывают окантовочным швом полоской из подкладочного материала. С изнанки подбортов подкладывают и притачивают (строчка 1) подклад. Обтачки из подклада подгибают в сторону изнанки, накладывают на подборта сгибами в сторону прореза и притачивают (строчки 2). Нижний край кармана огибают обтачкой и настрачивают (строчка 3) на подборт по линии притачивания обтачки. Внутренний срез нижней обтачки подгибают и настрачивают на подклад (строчка 4). Верхний край кармана также огибают обтачкой и настрачивают (строчка 5), одновременно подкладывая петлю и подклад с подзором. Затем стачивают подклад (строчка 6) и закрепляют концы кармана.
В женских изделиях предусматривают один внутренний карман на правой полочке в шве притачивания подкладки к подборту (рисунок 1.33б), если нет внешних карманов. Верхний край кармана закрепляют зигзагообразной строчкой, которая одновременно выполняет роль отделки и обеспечивает устойчивость краю. В качестве отделки внутренних карманов в женских изделиях могут быть применены рюши, тесьма, вышивка.
а б
Рисунок 1.33 – Обработка внутреннего кармана:
а – в подборте; б – в шве притачивания подкладки к подборту
Совершенствование способов обработки карманов всех видов возможно на базе унификации как отдельных деталей, так и процессов сборки.