

8. Автоматизація процесу нанесення гальванічних покриттів
На передових АРП в даний час застосовуються багато процесні автоматичні лінії нанесення гальванічних покриттів на відновлювані деталі.
На потоковій автоматичній лінії відповідно до технологічного процесу розміщуються ванни для підготовки деталей до покриття, для нанесення покриттів і обробки деталей після покриття.
Переміщення деталей з однієї ванни в іншу виробляє електротельферний оператора.
Автооператор здійснює два рухи — горизонтальне уздовж лінії ванн і вертикальне для вивантаження підвісок з деталями з ванн і завантаження їх в інші ванни.
На автоматичній лінії залежно від завантаженості їх роботою може бути декілька автооператорів, кожний з них обслуговує певну зону автоматичної лінії.
Управління роботою автооператорів здійснює ЕОМ за певною програмою.
Для підтримки на заданому рівні температури електроліту і густини струму всі ванни повинні бути обладнані автоматичними регуляторами.
Автоматичні регулятори температури служать для підтримки заданої температури електроліту у ванні. Зміна температури електроліту в більшості гальванічних процесів не повинна перевищувати ±2°С
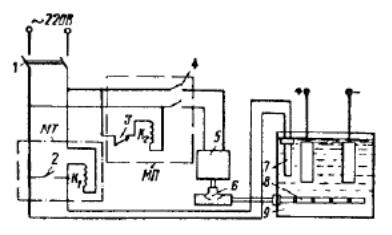
Мал. 5. Схема автоматичного регулятора температури електроліту
На мал. 5 приведена принципова схема автоматичного терморегулятора для гальванічних ванн з паровим підігрівом. У цій схемі автоматичне регулювання температури електроліту досягається включенням і виключенням парового клапана 6.
При включенні рубильника 1 струм проходить через замкнуті контакти 3 і котушку Кг магнітного пускача. При спрацьовуванні магнітного пускача МП контакти 4 замикаються, струм поступає в котушку електромагніту 5, який відкриває паровий клапан 6, і пара через підігрівач 8 нагріває електроліт у ванні 9.
Підігрів продовжуватиметься до тих пір, поки стрілка манометричного термометра МТ, який реєструє температуру ванни через датчик 7, не пересунеться за шкалою до заданої температури. Після цього контакти 2 проміжні реле замкнуться, включиться в ланцюг обмотки К1 під дією магнітного поля якої розімкнуться контакти 3 і, отже, ланцюг обмотки К2 магнітного пускача МП. Паровий клапан закриється, і доступ пари у ванну припиниться.
Електроліт, що поступово охолоджується, перемістить стрілку термометра в іншу сторону, що приведе до замикання контактів 3 і відкриттю парового клапана і т.д.
Автоматичне регулювання густини струму. Густина струму є одним з основних параметрів режиму гальванічного процесу, оскільки від неї залежить якість покриття. Щоб одержати покриття із заданими властивостями, необхідно підтримувати густину струму з точністю ±5% від величини, встановленої режимом.
Величина струму залежить від кількості деталей, що знаходяться у ванні. При завантаженні деталей у ванну оператор, знаючи задану густину струму і площу покриття в одному завантаженні, розрахунком визначає величину струму в ланцюзі ванни і, встановивши її по амперметру, стежить, щоб вона не змінювалася в процесі електролізу. Цю роботу можна доручити автомату.
На мал. 6 показана принципова схема автомата для регулювання густини струму.
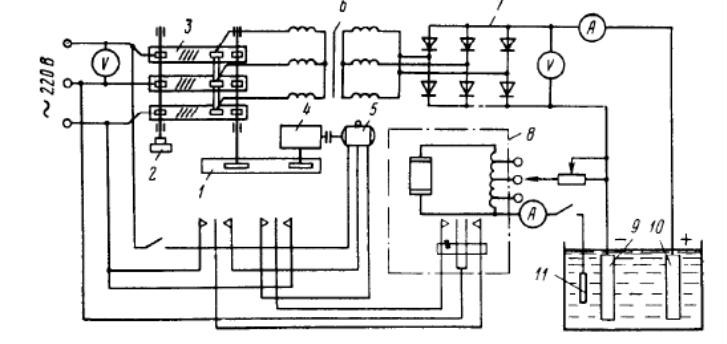
Мал. 6. Принципова схема автомата для регулювання густини струму
Вона складається з регулятора напруги 3 з механізмом приводу від реверсивного електродвигуна 5, силового трансформатора 6, випрямляча 7 і поляризованого реле 8.
Регулятор напруги 3 підключений до трансформатора 6 і через нього до випрямляча 7. Регулятор напруги дозволяє змінювати величину струму, що поступає від випрямляча до ванни. Напруга можна регулювати уручну за допомогою рукоятки 2 або від механічного приводу за допомогою рейки /, редуктора 4 і реверсивного електродвигуна 5.
Деталь 9 і анод 10 підключаються до ланцюга низької напруги випрямляча. Поряд з деталями завішується датчик 11, що є пластиною з площею в 1 дм2. Цей датчик підключається як катод в ланцюг поляризованого реле 8, амперметр якого показує струм, що проходить через датчик.
При зміні заданої густини струму в ланцюзі ванни відбудеться також зміна струму в ланцюзі датчика. Ця зміна струму приведе до спрацьовування контактів поляризованого реле і включення реверсивного електродвигуна 5. Електродвигун через редуктор 4 і рейку 1 перемістить повзунок регулятора напруги, що приведе до відновлення заданої густини струму. Цей регулятор забезпечує підтримку густини струму з відхиленням від заданої в межах
±2%.