

5. Выбор сварочного оборудования
 Универсальные
сварочные выпрямители серии ВСВУ
предназначены для автоматической и
полуавтоматической сварки изделий из
обычных коррозионно-стойких сталей и
титановых сплавов открытой и сжатой
дугой в непрерывном и импульсном режимах
вольфрамовым электродом.
Универсальные
сварочные выпрямители серии ВСВУ
предназначены для автоматической и
полуавтоматической сварки изделий из
обычных коррозионно-стойких сталей и
титановых сплавов открытой и сжатой
дугой в непрерывном и импульсном режимах
вольфрамовым электродом.
Силовой сварочный трехфазный трансформатор Т (рис. 4.3.) имеет разнесенные первичные и вторичные обмотки. Вольт-амперная характеристика трансформатора пологопадающая.
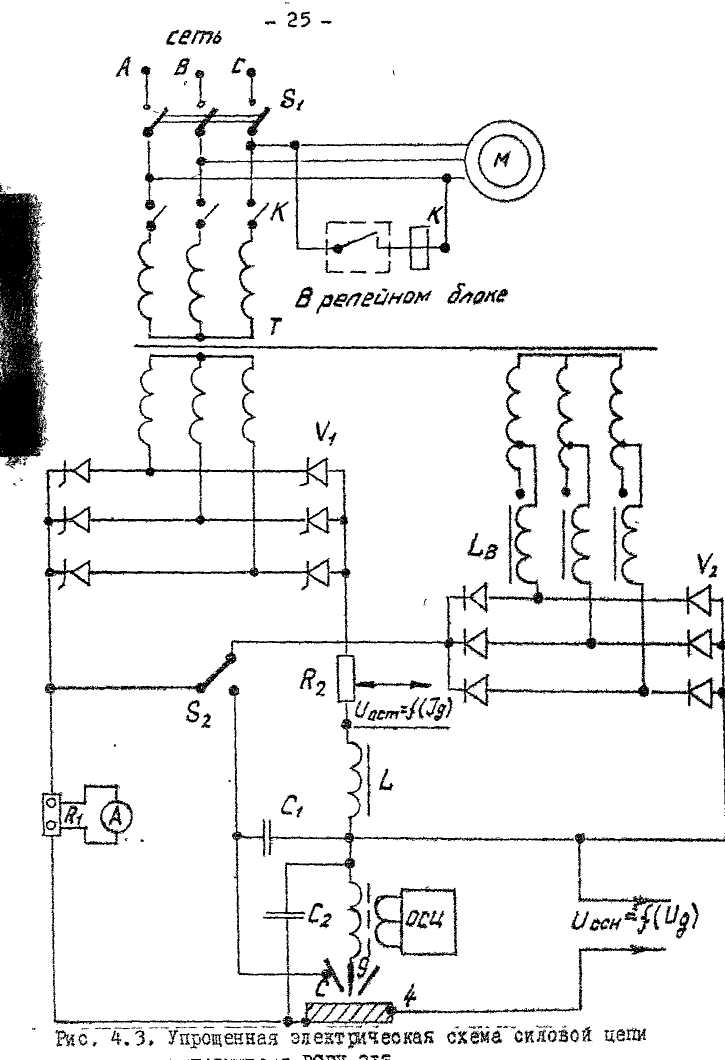
Рис. 4.3. Упрощенная электрическая схема
силовой цепи выпрямителя ВСВУ-315
 Силовой
трехфазный выпрямитель V1, собранный по
мостовой схеме на тиристорах, выполняет
роль управляемого выпрямителя,
формирователя внешней статической
характеристики, стабилизатора и
коммутатора тока, модулятора импульсов
и регулятора базового тока при импульсной
сварке. Тиристорный выпрямитель имеет
систему управления. Состоящую из
формирователя импульсов ФИ и блока
регулирования БР; в формирователе
импульсов применен принцип вертикального
управления, заключающихся в формировании
пилообразного напряжения, сравнения
его с напряжением управления и
формированием прямоугольных импульсов.
Положение
выходных импульсов, поступающих на
управляющий электрод тиристоров, по
отношению к напряжению сети определяется
величиной напряжения управления,
поступающего с блока регулирования.
Формирователь импульсов состоит из
трех идентичных каналов управления и
содержит следующие основные элементы:
входное устройство, создающее многофазную
систему напряжения, синхронизированную
с напряжением питающей сети; фазосдвигающее
устройство, обеспечивающее изменение
фазы управления импульсов относительно
напряжения питающей сети; выходной
усилитель для усиления и формирования
управляющих импульсов. Блок регулирования
БР осуществляет регулирования сварочного
тока, плавное нарастание тока и возбуждения
и плавный спад тока при заварке катера,
стабилизацию тока при колебаниях
напряжениях питающей сети формирование
круто падающих (штыковых) характеристик.
В блок регулирования подаются сигналы
обратных связей по току и напряжению,
за счет которых формируется крутопадающая
вольт-ампер характеристика.
Силовой
трехфазный выпрямитель V1, собранный по
мостовой схеме на тиристорах, выполняет
роль управляемого выпрямителя,
формирователя внешней статической
характеристики, стабилизатора и
коммутатора тока, модулятора импульсов
и регулятора базового тока при импульсной
сварке. Тиристорный выпрямитель имеет
систему управления. Состоящую из
формирователя импульсов ФИ и блока
регулирования БР; в формирователе
импульсов применен принцип вертикального
управления, заключающихся в формировании
пилообразного напряжения, сравнения
его с напряжением управления и
формированием прямоугольных импульсов.
Положение
выходных импульсов, поступающих на
управляющий электрод тиристоров, по
отношению к напряжению сети определяется
величиной напряжения управления,
поступающего с блока регулирования.
Формирователь импульсов состоит из
трех идентичных каналов управления и
содержит следующие основные элементы:
входное устройство, создающее многофазную
систему напряжения, синхронизированную
с напряжением питающей сети; фазосдвигающее
устройство, обеспечивающее изменение
фазы управления импульсов относительно
напряжения питающей сети; выходной
усилитель для усиления и формирования
управляющих импульсов. Блок регулирования
БР осуществляет регулирования сварочного
тока, плавное нарастание тока и возбуждения
и плавный спад тока при заварке катера,
стабилизацию тока при колебаниях
напряжениях питающей сети формирование
круто падающих (штыковых) характеристик.
В блок регулирования подаются сигналы
обратных связей по току и напряжению,
за счет которых формируется крутопадающая
вольт-ампер характеристика.
Датчик тока ДТ служит для получения сигнала обратной связи по току и выполнен в виде водоохлаждаемой трубки коррозионно-стойкой стали. Сигнал обратной связи по напряжению снимается с выходных зажимов выпрямителя.
Триггерный блок ТБ служит для задания импульсного режима работы источника питания и обеспечивает независимое регулирование длительности импульсов и пауз, которая кратко целому числу периодов синусоидального тока. Триггерный блок формирует периодически повторяющиеся, регулируемые по продолжительности и частоте импульсы напряжения, которые через блоки БР и ФИ задают импульсный режим работы выпрямителя.
Релейный блок РБ состоит из электромагнитных реле постоянного тока и служит для управления сварочным процессом при включении, отключении, срывах сварочной дуги.
Сварочный трансформатор имеет дополнительную вторичную обмотку для питания вспомогательного источника питания, состоящего из трех неуправляемых дросселей LB неуправляемого выпрямителя V 2.
 Вспомогательный
источник питания включен параллельно
с основным выпрямителем и имеет
крутопадающую внешнюю характеристику,
которая обеспечивается дросселей LB.
Требуемый
ток вспомогательного источника питания
составляет 2-3% от номинального сварочного
тока устанавливается измерением зазора
в разъемном сердечники дросселя LB.
Дополнительная
обмотка вспомогательного имеет отводы
для получения напряжения холостого
хода 200 В для сварки в среде гелия 110 В
для сварки среде аргона.
Вспомогательный
источник питания включен параллельно
с основным выпрямителем и имеет
крутопадающую внешнюю характеристику,
которая обеспечивается дросселей LB.
Требуемый
ток вспомогательного источника питания
составляет 2-3% от номинального сварочного
тока устанавливается измерением зазора
в разъемном сердечники дросселя LB.
Дополнительная
обмотка вспомогательного имеет отводы
для получения напряжения холостого
хода 200 В для сварки в среде гелия 110 В
для сварки среде аргона.
Вспомогательный источник питания служит для возбуждения маломощной дуги, которая возникает до зажигания сварочной дуги. Совмещение двух существенно различных по форме внешних характеристик (рис. 4.1) , когда маломощный вспомогательный источник имеет достаточное для надежного возбуждения напряжение, а основной – штыковую внешнюю характеристику в диапазоне рабочих напряжений, позволяет существенно снизить напряжение холостого хода основного источника питания, потребляемую мощность, массу и габариты сварочного трансформатора. Повысить КПД и коэффициент мощности выпрямителя.
Для возбуждения дуги бесконтактным способом в источнике питания ВСВУ предусмотрено включение последовательного осциллятора типа ОСПЗ-300 М.
Линейный дроссель L в цепи выпрямительного тока служит для сглаживания пульсаций и улучшения динамических свойств источника питания.
Источники питания серии ВСВУ выпускаются Ржевским производственно-конструкторским объединением «Электромеханика» на сварочные токи 40, 80, 160, 315, 630 А. Источники этой серии обеспечивают стабилизацию установленного сварочного тока 2,5% при изменении напряжения сети на 10%, длина дуги от 0,5 до 6 мм и температуры окружающей среды от +5 до +350 С. Источники серии ВСВУ обеспечивают: плавное и регулируемое автоматическое нарастание тока в начале сварки от минимального до заданного значения, благодаря чему происходит равномерный разрыв конца вольфрамового электрода и повышает его стойкость; плавное регулирование базового тока при импульсной сварке; работу в непрерывном и импульсном режимах; изменение формы импульса от практически прямоугольной до треугольной; плавное снижение тока от рабочего до минимального значения в конце сварки при заварке кратера.
Выпрямитель предназначен для работы в закрытых помещениях при температуре окружающей среды от +5 до +350С.