

Сварочный участок
Сварка – процесс получения неразъемного соединения путем плавки основного металла и дополнительного материала.
Наибольшее влияние на свариваемость сталей оказывает углерод. Чем выше содержание углерода в стали, тем выше опасность появления холодных и горячих трещин и тем труднее обеспечить равнопрочность сварного соединения. С увеличением содержания большинства легирующих элементов свариваемость сталей также ухудшается.
В зависимости от содержания углерода и легирующих элементов стали по свариваемости делят на четыре группы: хорошо, удовлетворительно, ограниченно и плохо сваривающиеся стали.
Существует много видов сварки. Например, сварка плавления подразделяется на такие виды как:
Ручная дуговая сварка;
Сварка под флюсом;
Сварка в защитных газах;
Электрощитовая сварка;
Газовая сварка;
Классификация электродов
по назначению
для меди;
для стали;
для чугуна;
для алюминия;
по виду покрытия
с кислым;
с основным;
с рутинным;
с целлюлозным и др.
по толщине покрытия
тонкое(1,2 мм);
среднее;
толстое;
особо толстое;
проволка
низкоуглеродистая
легированная
высоколегированная
Ручная дуговая сварка покрытыми электродами
1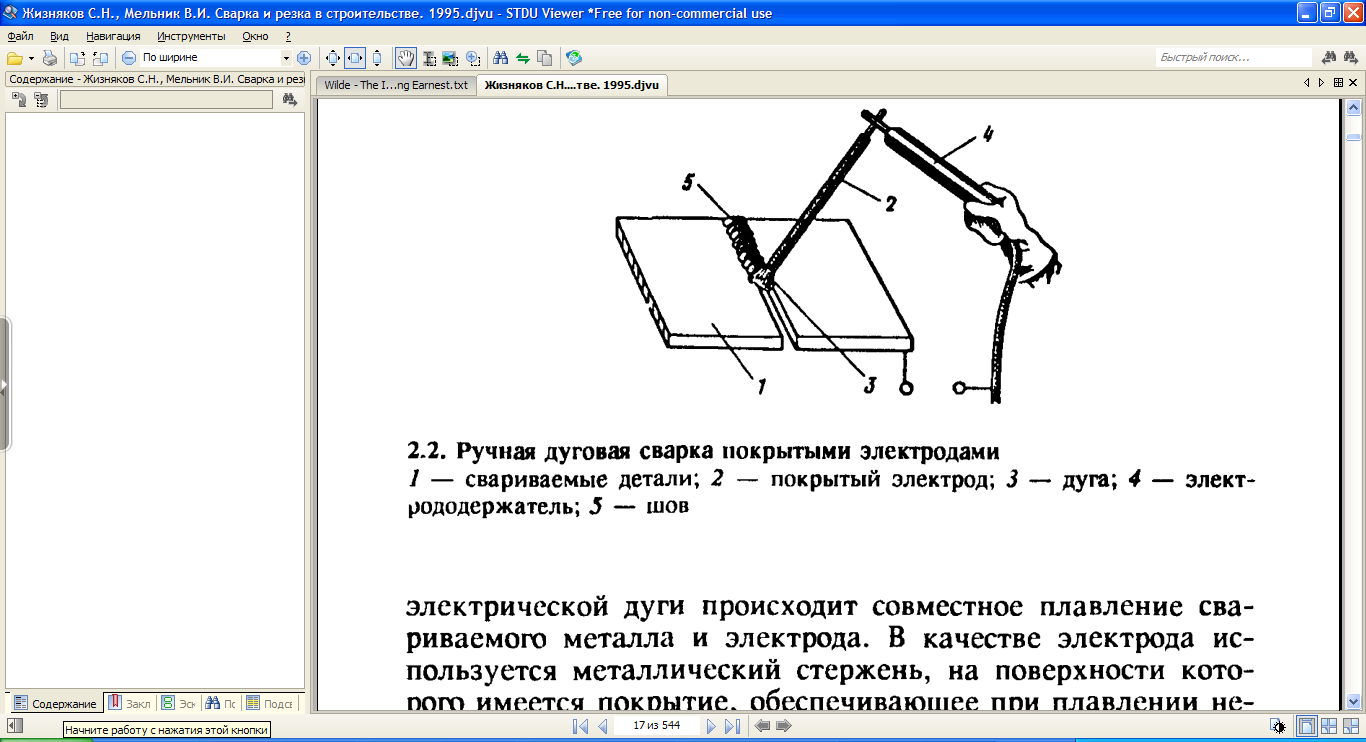 -свариваемые
детали
-свариваемые
детали
2-покрытый электрод
3-дуга
4-электродержатель
5-шов
Разделяют также различные виды сварных соединений. Они определяются взаимным расположением сваривоемых деталей. Основными видами являются:
1)стыковые;
2)тавровые;
3)нахлёстные;
4)угловые;
5)торцовые;
Процесс зажигания сварочной дуги происходит в несколько этапов:
1)короткое замыкание электрода на изделии:
2)разогрев торца электрода и изделия в месте контакта и образования жидкой прослойки металла.
3)отвод электрода на расстояние 3-5 мм с образованием шейки жидкого металла.
4)Разрыв шейки и образования дуги.
Горение сварочной дуги поддерживается переменного ил постоянного тока. Электрод (свариваемая заготовка), присоединенный к положительному полюсу источника питания сварочной дуги, называют анодом, а к отрицательному полюсу - катодом.
Длина дуги - расстояние между конечной точкой электрода и нижней точкой поверхности расплавленного металла свариваемых заготовок. Дуга бывает короткая (3-6 мм)и длинная (более 6 мм). Под действием тепла дуги металл свариваемого изделия расплавляется на определенную глубину, которая называется глубинной проплавления или проваром, а жидкий расплавленный металл электрода и свариваемый заготовок — сварочной ванной.
Основными источниками дуги являются трансформатор. Для большинства источников питания дуги номинальные токи находятся в пределах 50-1000 А. Сварочные трансформаторы обычно однофазные и понижающие. Они преобразуют высокие напряжения электрической сети (220-380 В) в напряжении холостого хода (30-120 В).

Электрод;
Сварочное пятно;
Столб дуги;
Анодное пятно;
Изделие.
Скорость сварки
Скорость сварки, то есть перемещение дуги зависит от размеров сварочного шва, величины сварочного тока, коэффициент плавки.
Движение колебательные электродом во время сварки.
Ручная дуговая сварка
Ручная
сварка выполняется сварочным электродом,
который в ручную подают в дугу и
перемещают вдоль свариваемых заготовок.
В процессе сварки дуга (8) горит между
стержнем электрода (7) и основным металлом
(1). Стержень электрода плавиться и
р асплавленный
металл каплями стекает в металлическую
ванну (9). Вместе со стержнем плавиться
покрытие электрода (6) образую газовую
защитную атмосферу (5)вокруг дуги и
жидкую шлаковую ванну (4) на поверхности
расплавленного металла. По мере движения
дуги сварочная ванна затвердевает,
формирую сварочный шов (3). По мере
остывания жидкий шов образует твердую
шлаковую корку(2).
асплавленный
металл каплями стекает в металлическую
ванну (9). Вместе со стержнем плавиться
покрытие электрода (6) образую газовую
защитную атмосферу (5)вокруг дуги и
жидкую шлаковую ванну (4) на поверхности
расплавленного металла. По мере движения
дуги сварочная ванна затвердевает,
формирую сварочный шов (3). По мере
остывания жидкий шов образует твердую
шлаковую корку(2).