

Основные Углы резца и их назначения
На
рисунке показана главная секущая
плоскость. Передняя поверхность
направлена вниз от главной режущей
кромки, передний угол γ в этом случае
считается положительным.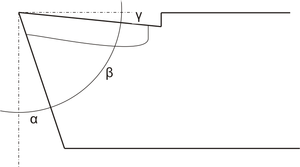
На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.
Для определения углов резца установлены следующие плоскости:
Плоскость резания — плоскость, касательная к поверхности резания и проходящая через главную режущую кромку.
Основная плоскость — плоскость, параллельная направлениям подач (продольной и поперечной).
Главная секущая плоскость — плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
Вспомогательная секущая плоскость — плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°.
Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
Угол резания δ=α+β.
Классификация резцов
По направлению подачи:
Правые. Правым называется резец, у которого при наложении на него сверху ладони правой руки так, чтобы пальцы были направлены к его вершине, главная режущая кромка будет находиться под большим пальцем.
Левые. Левым называется резец, у которого при наложении на него левой руки указанным выше способом главная режущая кромка окажется под большим пальцем.
2)По роду материала:
Из инструментальной стали;
Из твердого сплава;
Алмазные.
Токарные резцы подразделяются на:
Проходные - производящие обтачивание детали вдоль оси ее вращения или в плоскости, перпендикулярной к этой оси (лобовые);
Подрезные - для подрезания уступов под прямым и острым углом к основному направлению обтачивания ;
Отрезные - для отрезки материала под прямым углом к оси вращения и для прорезания узких канавок
Расточные для растачивания отверстий;
Фасочные для снятия фасок
;
Фасонные для получения сложной фасонной формы обтачиваемой детали;
Резьбонарезные для нарезания резьбы;
Плюсы стали:
Легкозатачиваемость;
Низкая температура нагрева 300°С.В случаи сильного нагрева применяют смазывающую охлаждающую жидкость (СОЖ).
Так же резцы, сверла, фрезы и др. изготавливают из твердого сплава (ТК, ВК).
ВК"(ВК2, ВКЗМ, ВК4, ВК6, ВК6М, ВК8, ВК8В) - вольфрамовые однокарбидные сплавы типа, представляющие сплав карбида вольфрама с кобальтом, содержание которого колеблется в пределах от 2 до 8% и выше.
Процентное содержание кобальта указывается в обозначении сплава. Например, сплав ВК6М содержит 6% кобальта и 94% карбида вольфрама. Буква М обозначает, что сплав является мелкозернистым. Крупнозернистые сплавы этой группы имеют дополнительное обозначение — букву В (например, ВК8В).
Сплавы типа ВК в основном применяются для обработки чугуна и неметаллических материалов.
К ТК (Т5К10, Т14К8, Т15К6, Т30К4, Т5К12В) относятся двухкарбидные титано-вольфрамовые сплавы, представляющие соединения карбидов вольфрама и титана, сцементированных кобальтом. Эти сплавы менее прочны, чем сплавы типа ВК, но они имеют более высокую износостойкость при обработке деталей из различных видов стали.
В обозначении сплавов этой группы цифра, следующая после буквы Т, обозначает примерное содержание в сплаве карбида титана, а цифра после буквы К — содержание кобальта. Например, сплав Т15К6 содержит 15% карбида титана, 6% кобальта, а остальные 79% карбида вольфрама.
Плюсы сплава:
Увеличивается скорость резания в 3 раза.
Температура нагрева увеличена до 1000 °С.
Но есть и минусы:
Металл очень хрупкий
Легко ломается;
Трудно затачивается.
Технология изготовления винта М:
Закрепляем заготовку в патроне с вывихом около 40 мм.
Устанавливаем резцы из быстро режущей стали в резцедержатель станка, ориентируя режущую кромку резца по центру вращения заготовки, путем подкладывания пластинки нужной толщины под резец, и подрезаем торец заготовки.
При помощи проходного резца, снимая по 3 мм на подаче 0.2, протачиваем заготовку по диаметру 14 мм на длину 30 мм.
Поворачиваем резцедержатель и устанавливаем упорно-проходной резец. Протачиваем до 5,8 мм на длину 18 мм на подачу 0.2.
Устанавливаем проходной резец и с его помощи снимаем фаску на диаметре 5,8 1*45.
Устанавливаем скорость вращения на 40об/мин (переключив ручку прибора), смазав заготовку маслом, нарезаем резьбу М6 с помощью плашки.
Установив прежнюю скорость вращения (400 об/мин) при помощи отрезного резца прорезаем канавку на диаметре 14мм на расстоянии 4 мм до диаметра 10 мм.
С помощью проходного резца снимаем фаски 0,5*45 и 2*45.
Устанавливаем отрезной резец и отрезаем винт.