

БЕЛОРУССКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Приборостроительный факультет
Кафедра «Конструирование и производство приборов»
ОТЧЁТ ПО УЧЕБНОЙ ПРАКТИКЕ
Выполнила:
Студентка группы 113711 Глушаченко Е.О
Проверил:
Профессор кафедры ПМСиТМ Жизняков С.Н
Минск 2012
Содержание
1.Точность изготовления шероховатость изделия
Точность изготовления любых изделий характеризуется степенью соответствия действительных размеров изделий номинальным, указанным на чертеже.
Изготовить детали с абсолютно точными размерами невозможно из-за погрешностей, возникающих в процессе обработки. После изготовления детали одни размеры поверхностей могут оказаться больше номинальных (расчетных), другие - меньше, но если каждый на них не выходит за допустимые пределы (пределы отклонения), - деталь считают годной.
Разность между наибольшим и наименьшим предельньми размерами называют допуском (50,02-49,99=0,03), а поле, ограниченное верхним и нижним отклонениями (+0,02.. .-0,1) - полем допуска.
Установлено 19 квалитетов точности, обозначаемых порядковым номером, возрастающим с увеличением допуска: 01; 0; 1; 2; 3; ...;17. Точность изготовления размеров понижается с увеличением номера квалитета (допуска).
Шероховатость поверхности, достигаемая точность при обработке деталей различными методами: резка газовая, отрезка, точение, строгание, фрезерование концевой фрезой, шлифование, нарезание резьбы.
После обработки поверхность имеет неровности, которые оцениваются высотными параметрами неровностей, радиусом закругления вершин, шагом неровностей.
Фрезерный участок
В отличие от других станков фрезерного назначения отличаются тем, что заготовка закрепляется и стоит на одном месте. Фреза двигается в разных (продольное, поперечное, вертикальное) направлениях. Это является главным отличием фрезерных станков.
Виды фрезерных станков:
Вертикально-фрезерные консольные;
Горизонтально-фрезерные консольные;
Широкоуниверсальные(наличие 2 и более шпинделей);
Универсальные;
Узлы фрезерных станков
К
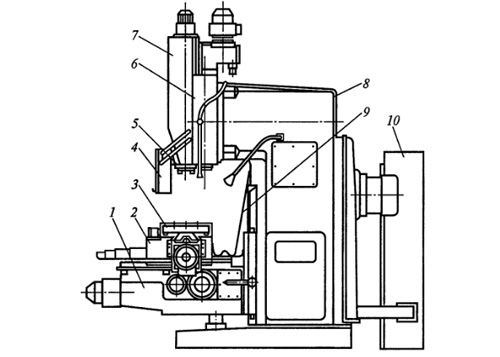 онсоль;
онсоль;Салазки;
Стол;
Защитный щиток;
Шпиндель;
Фрезерная бабка;
Ползун;
Станина;
Кожух;
Шкаф;
Станина - она служит для крепления всех узлов и механизмов станка. То же в станине находится коробка скоростей и местерки.
Консоль – представляет собой коробку с горизонтальными и вертикальными направляющими. По горизонтальным направляющим передвигаются салазки. Консоль является узлом , соединяющим все узлы цепи подог, распределяющая движение на продольную, поперечную и вертикальную подоги.
Стол - монтируется на направляющих салазок и перемещается только в продольном направлении. На столе закрепляют заготовки и др.
Шпиндель – служит для передачи вращения режущему инструменту (фрезе) от коробки скоростей.
Салазки – являются промежуточным звеном между столом и консолью.
Режущий инструмент
Основным режущим инструментом фрезерного станка является фреза.
Фреза — режущий многолезвийный инструмент в виде тела вращения с зубьями для фрезерования. Бывают цилиндрические, торцевые, червячные и др. Материал режущей части — быстрорежущая сталь, твёрдый сплав, минералокерамика, алмаз, массив кардной проволоки. В зависимости от конструкции и типа зубьев фрезы бывают цельные (полностью из одного материала), сварные (хвостовик и режущая часть состоит из различного материала, сваренные вместе), сборные (из различного материала, но соединённые стандартными крепёжными элементами — винтами, болтами, гайками, клиньями).