

Токарный участок
Токарный станок - станок для обработки тел вращения путем снятия с заготовки стружки при точении. Все станки токарной группы имеют типовое устройство. Устройство этих станков рассмотрим на примере токарно-винторезного станка модели 16К20 .
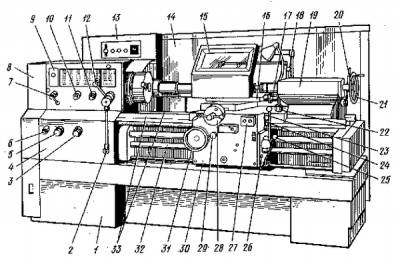
Рис(1).Рукоятки управления: 2 - сблокированная управление, 3,5,6 - установки подачи или шага нарезаемой резьбы, 7, 12 - управления частотой вращения шпинделя, 10 - установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нарезания резьбы (лево- или правозаходной), 17 - перемещения верхних салазок, 18 - фиксации пиноли, 20 - фиксации задней бабки, 21 - штурвал перемещения пиноли, 23 - включения ускоренных перемещений суппорта, 24 - включения и выключения гайки ходового винта, 25 - управления изменением направления вращения шпинделя и его остановкой, 26 - включения и выключения подачи, 28 - поперечного перемещения салазок, 29 - включения продольной автоматической подачи, 27 - кнопка включения и выключения главного электродвигателя, 31 - продольного перемещения салазок; Узлы станка: 1 - станина, 4 - коробка подач, 8 - кожух ременной передачи главного привода, 9 - передняя бабка с главным приводом, 13 - электрошкаф, 14 - экран, 15 - защитный щиток, 16 - верхние салазки, 19 - задняя бабка, 22 - суппорт продольного перемещения, 30 - фартук, 32 - ходовой винт, 33 - направляющие станины.
Главный привод, механизм подач, коробка подач токарно-винторезного станка 16К20.
Главный привод станка 16К20. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке 3 показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5.
Станина – массивное чугунное основание, на котором смонтированы все основные части станка. Она имеет направляющие, по которым могут перемещаться подвижные узлы станка. Передняя бабка – чугунная коробка, внутри которой расположен главный рабочий орган станка – шпиндель.
Шпиндель – это полый вал, на правом конце которого крепится патрон. Он получает вращение от электродвигателя через клиноременную передачу и систему зубчатых колёс и муфт, размещенных внутри передней бабки. Коробка скоростей – это система зубчатых колёс и муфт, которая позволяет изменять числа оборотов шпинделя. .
Суппорт – устройство для закрепления и перемещения резца в различных направлениях. Движения подачи могут осуществляться вручную и механически (от ходового винта и ходового вала). .
Фартук – система механизмов, преобразующих вращательное движение ходового винта и ходового вала в прямолинейное движение суппорта.
Коробка подач – механизм, передающий вращение ходовому винту и ходовому валу и изменяющий величину подачи. Вращательное движение в коробку подач передается от шпинделя с помощью реверсивного механизма и гитары со сменными зубчатыми колесами.
Гитара предназначается для настройки станка на требуемую подачу подбором соответствующих сменных зубчатых колес. Задняя бабка предназначена для поддерживания правого конца длинных заготовок в процессе обработки, а также закрепления свёрл, зенкеров, зенковок, разверток, метчиков и др. .
Основные виды токарных работ: обтачивание цилиндрических поверхностей, подрезание торцов, вытачивание наружных канавок, отрезание металла, сверление, рассверливание, зенкерование, растачивание отверстий, вытачивание внутренних канавок, центрование, обработка поверхностей фасонными резцами, нарезка резьбы плашками, метчиками, резцами, резьбонакатными головками, обработка конических поверхностей.
Основными инструментами при токарной обработке являются резцы. Резец состоит из рабочей части, называемой головкой, и тела — державки. Основными элементами рабочей части являются главная режущая кромка, вспомогательная режущая кромка и вершина — точка пересечения двух кромок. Срезание слоя металла осуществляется главной кромкой, имеющей прямую или фасонную форму. Образующаяся в процессе работы стружка сходит по передней поверхности резца.
По направлению движения подачи резцы разделяют на правые и левые. У правых резцов главная режущая кромка находится со стороны большого пальца правой руки, если наложить ее на резец сверху .В рабочем движении такие резцы перемещаются справа налево (от задней бабки к передней). У левых резцов при аналогичном наложении левой руки главная режущая кромка также находится со стороны большого пальца. Такие резцы в движении подачи перемещаются слева направо.
По назначению токарные резцы разделяют на проходные, расточные, подрезные, отрезные, фасонные, резьбовые и канавочные.
Проходные прямые и отогнутые резцы применяют для обработки наружных поверхностей
Для одновременной обработки цилиндрической поверхности и торцовой плоскости применяют проходные упорные резцы . Резец работает с продольным движением подачи.
Подрезные резцы применяют для подрезания торцов заготовок. Они работают с поперечным движением подачи инструмента по направлению к центру или от центра заготовки.
Расточные резцы используют для растачивания отверстий предварительно просверленных или полученных штамповкой или питьем. Применяют два типа расточных резцов: проходные - для сквозного растачивания , упорные - для глухого растачивания .
Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки и для протачивания канавок. Отрезные резцы работают с поперечным движением подачи.
Резьбовые резцы служат для нарезания наружной и внутренней резьбы любого профиля: прямоугольного, треугольного, трапецеидального. Форма режущих лезвий резьбовых резцов соответствует профилю и размерам поперечного сечения нарезаемых резьб.
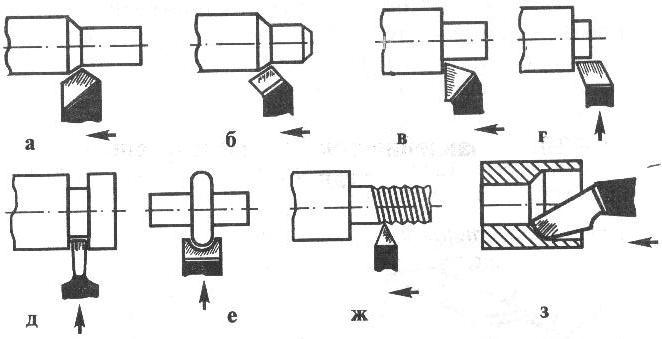
Рис.2.Токарные резцы: а)проходной прямой; б)проходной отогнутый; в)проходной упорный; г)подрезной ; д)отрезной; е)фасонный; ж)резьбовой; з)проходной расточный.
По конструкции различают резцы цельные, изготовленные с одной заготовки; составные, с неразъемным соединением. Державки резцов обычно изготавливают из конструкционных сталей 40, 45, 50 и 40Х с различным сечением: квадратным, прямоугольным, круглым, специальным. Резцы с механическим креплением твердосплавных пластин имеют значительные преимущества перед напайными резцами.
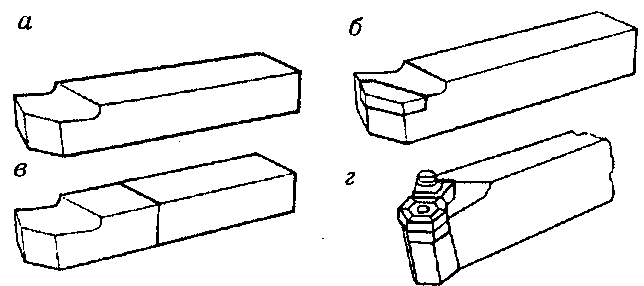 Рис.3.Типы
токарных резцов по конструкции: цельные
(а,
б)
составные с припаянными (в) или с
механическим креплением (г) пластинами
Рис.3.Типы
токарных резцов по конструкции: цельные
(а,
б)
составные с припаянными (в) или с
механическим креплением (г) пластинами
Установка резца. Резьбовой резец устанавливают точно по центру заготовки: установка ниже центра приводит к искажению профиля, а установка выше центра – к «затиранию» резца. Для получения правильного профиля резьбы резец устанавливают по шаблону.
При токарной обработке измерительные инструменты применяются для определения размеров, формы и взаимного расположения отдельных поверхностей деталей как в процессе их изготовления, так и после окончательной обработки. В единичном и мелкосерийном производстве используются универсальные измерительные инструменты — штангенциркули, микрометры, нутромеры и др., а в крупносерийном и массовом — предельные калибры.
Задача: сделать винт( все размеры указаны ниже)