

Электромеханический метод
Для измерения малых размеров, в частности параметров шероховатости, в машиностроении широко используются контактные микрометры, миниметры, профилометры, в которых пространственные координаты сначала преобразуются в линейное перемещение щупа-иглы, а затем в электрический сигнал при помощи индуктивных, емкостных и других типов преобразователей.
На рисунок 1 показана схема цифрового измерителя малых размеров на основе емкостного преобразователя, который является частотно-зависимым элементом кварцевого генератора. Емкостный датчик состоит из неподвижного золотого электрода 3, напыленного на полированный стеклянный брусок 6, и подвижного электрода 2, жестко связанного с иглой-щупом 1. Датчик при помощи короткого коаксиального кабеля 4 соединен с кварцевым генератором 5, частота которого является информативным параметром. Кварцевый генератор возбуждается на частоте последовательного резонанса, что обеспечивает высокую временную и температурную стабильность его частоты. Входная и выходная емкости активного четырехполюсника, каким является кварцевый генератор, также мало влияют на частоту генератора, которая меняется только от изменения емкости измерительного преобразователя
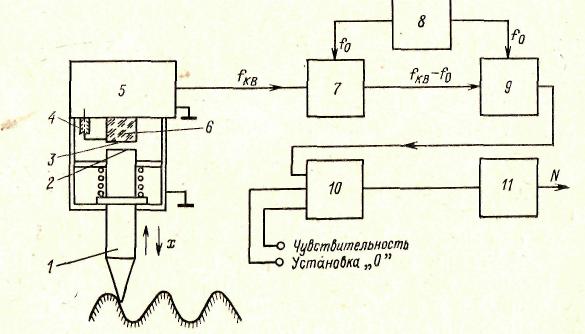
при перемещении подвижного электрода. Частота кварцевого генератора fKВ =F(x) после преобразования при помощи смесителя 7, опорного генератора 8, измерителя периода 9, линеаризатора (микропроцессора) 10 поступает на цифровое отсчетное устройство 11, которое выдает результат измерения в микрометрах. Порог чувствительности микрометра равен 0,01 мкм, пределы измерений 0,1—1 мм.
При использовании таких приборов для измерения параметров шероховатости имеют место погрешности из-за нелинейных искажений, обусловленных способом преобразования реального профиля шероховатой поверхности в линейное перемещение щупа. При этом могут возникать погрешности из-за отрывов щупа в некоторых точках профиля поверхности и вследствие деформации (упругой и пластичной) исследуемой поверхности под действием усилия со стороны иглы-щупа. Эти погрешности определяются усилием, создаваемым щупом. Это усилие в общем случае непостоянно и может меняться в зависимости от инерционности преобразователя, радиуса щупа, свойств материала и профиля исследуемого объекта. В этом отношении преимущество имеет виброконтактный метод, основанный на преобразовании в электрический
сигнал колебаний вибрирующего щупа, амплитуда которых автоматически регулируется и устанавливается равной измеряемому размеру. Виброконтактный метод позволяет производить измерения при незначительных усилиях щупа, который только периодически соприкасается с исследуемым объектом. Благодаря этому можно использовать тонкие щупы, что дает возможность измерять размеры легкодеформируемых изделий, а также объектов сложной конфигурации.
Для измерения относительно больших линейных (до 1м) и угловых (до 360°) перемещений различных станков и механизмов применяются индуктивные и трансформаторные (взаимоиндуктивные) преобразователи с распределенными параметрами.
Высокая точность измерений обеспечивается при использовании индуктосинов — многополюсных безжелезных трансформаторных преобразователей с печатными обмотками . Индуктосины применяются для измерения как линейных, так и угловых перемещений. Линейные индуктосины выполняются как развертки круговых индуктосинов. Выходным сигналом индуктосина является индуцируемая во вторичной обмотке ЭДС, амплитуда или фаза которой зависят от измеряемого перемещения. Для точного измерения угла поворота наиболее широко используется фазовый метод. Поворот ротора кругового индуктосина на угол α = 2π/р (р — число пар полюсов) вызывает изменение фазы выходной ЭДС на 360°. Таким образом, угловой индуктосин преобразует пространственный угол в угол фазового сдвига электрического сигнала, который в р раз больше измеряемого пространственного угла. При измерении линейных и угловых перемещений, превышающих размер одного полюсного деления, необходимо дополнительно применять устройства отсчета полюсных делений.
Цифровые средства измерений с использованием индуктосинов обеспечивают измерение линейных размеров до 1 м с погрешностью 1—2 мкм и измерение угловых размеров с погрешностью, не превышающей нескольких угловых секунд.
На основе индуктивных и емкостных преобразователей промышленность выпускает широкий класс аналоговых и цифровых микрометров, профиломет-ров и информационно-измерительных систем (ИИС) для измерения размеров и координат различных изделий. Так, измерительная система, включающая в себя два индуктивных датчика, записывающее устройство, транскриптор, ЭВМ, имеет диапазоны измерений от +9,99 до —9,99 мкм и от +99,99 до —99,99 мкм.
В первом диапазоне измерений абсолютная погрешность 0,2 мкм, порог чувствительности 0,01 мкм.