

§ 11.1. Електричне зварювання
Електричним зварюванням називається технологічний процес отримання нероз'ємних з'єднань безпосереднім встановленням міжатомних зв'язків між з'єднувальними частинами при їхньому нагріванні та розплавленні або пластичному деформуванні.
Основні види зварювання. Найпоширенішими видами зварювання з використанням електричної енергії є дугове й контактне.
Дугове зварювання здійснюється плавленням основного й присадного металу електричною дугою, яка горить між електродом і зварним металом. Розплавлений основний і присадний метали (електрод, дріт, стрічка) утворюють зварювальну ванну, яка, кристалізуючись, формує зварювальний шов.
Контактне зварювання складається з розігрівання та розплавлення місця з'єднання теплотою, яка виділяється під час проходження електричного струму через контактуючі місця зварювальних деталей. Для утворення зварювального з'єднання у розплавленому місці прикладають стискуючі зусилля.
Крім електродугового і контактного зварювання, використовують також електрошлакове, плазмове, електронно-променеве, лазерне.
Електрошлакове зварювання здійснюють при плавленні зварного і присадного металу теплотою, яка виділяється під час проходження електричного струму через розплавлений шлак.
На початку процесу виникає електрична дуга, що розплавляє невелику кількість флюсу, шунтується, після чого припиняється горіння дуги і починається проходження струму крізь розплавлений шлак.
Плазмове зварювання здійснюють при пропусканні електричного струму великої щільності крізь газове середовище, яке перебуває під тиском, внаслідок чого газ іонізується, тобто переходить у плазмовий стан. Температура плазмової струмини досягає 50 000 °С.
Під час електронно-променевого зварювання використовують енергію прискорених електронів. Теплота виділяється після бомбардування поверхні металу електронами, що призводить до розплавлення металу вузьким швом. Зварювання виконують у спеціальній камері.
Лазерне зварювання здійснюють за допомогою квантового генератора та оптичної системи, яка служить для спрямування випромінювання на місце зварювання.
Електрична дуга. Зварювальна дуга — це тривалий електричний розряд у суміші газів і пари між електродом і зварювальним виробом, які перебувають під напругою.
Зварювальна дуга утворює концентроване джерело теплоти для розплавлення металу. Напруга дуги залежить від її довжини і

Рис. 11.1. Статична вольт-амперна характеристика зварювальної дуга.
сили струму, діаметра електрода, складу і тиску газу. Залежність напруги дуги від сили зварювального струму називають статичною вольт-амперною характеристикою, тобто залежністю (рис. 11.1).
Дуга є нелінійним елементом електричного кола, вона має три ділянки, нахил яких визначається головним чином фізичними явищами, що відбуваються в приелектродних ділянках і стовпі дуги.
У діапазоні зварювальних струмів від 0 до 80 А при збільшенні зварювального струму Ід напруга дуги Uа різко падає. Таку статичну характеристику називають падаючою.
При збільшенні зварювального струму до 800 А напруга дуги залишається незмінною. Таку характеристику називають жорсткою.
Із збільшенням струму від 800 А і більше напруга дуги також збільшується. Таку характеристику називають зростаючою.
Зварювальна дуга, яка має падаючу статичну характеристику, малостійка, бо незначна зміна струму впливає на напругу дуги! що призводить до її обриву.
Початок графіка (див. рис. 11.1) відповідає моменту запалювання дуги. Для іонізації міждугового проміжку і запалювання дуги необхідно мати напругу 50 — 60 В. У подальшому процес ручного дугового зварювання здійснюється на струмах 100 — 500 А і переходить на більш стійку ділянку з жорсткою статичною характеристикою дуги.
Зміна напруги дуги не залежить від величини зварювального струму, а тільки від довжини дуги. Чим довша дуга, тим вища її напруга за рахунок збільшення падіння напруги стовпа дуги.
Система джерело живлення — електрична дуга. Джерела струму для живлення зварювальної дуги повинні мати спеціальну зварювальну зовнішню характеристику. Зовнішньою характеристикою джерела живлення називається залежність між напругою і зварювальним струмом на вихідних клемах зварювального апарата.
Основні види зовнішніх характеристик (рис. 11.2): крутопа-даюча, пологопадаюча, жорстка, зростаюча.
У зварювальному колі дуга і джерело живлення утворюють взаємозв'язану систему. Стійкість роботи системи джерело живлення — дуга буде забезпечена за відповідних характеристик джерела і дуги. Якщо форма характеристики дуги відповідає ділянці І (див. рис. 11.1), то характеристика джерела живлення повинна бути крутопадаючою, на ділянці II — пологопадаючою або жорсткою, на ділянці III — жорсткою або трохи зростаючою.
Для ручного дугового зварювання використовують джерела живлення з крутопадаючою характеристикою, яка найбільш відповідає вимогам даного процесу.


Рис. 11.2. Зовнішні вольт-амперн Рис. 11.3. Перехрещення крутопа-даючої
характеристики джерел живлення: зовнішньої характеристики джерела
1 — крутопадаюча; 2 — полого-падаюча; струму з характеристикою дуги:
З — жорстка; 4 — зростаюча. 1 — зовнішня характеристика джерела живлення;
2 — статична характеристика дуги.
Стійке горіння дуги при зварюванні можливе за умови перехрещення статичної характеристики дуги з зовнішньою характеристикою джерела (рис. 11.3) в робочій точці для того, щоб напруга дуги дорівнювала напрузі джерела живлення дуги.
Система джерело живлення — дуга перебуватиме у сталому стані, який визначається точками: А1 — точка стійкого горіння дуги і А2 — точка запалювання дуги. Перетин зовнішньої характеристики з віссю ординат визначає напругу холостого ходу джерела живлення Uхх, а з віссю абсцис — силу струму короткого замикання Iкз.
При дуговому зварюванні плавлячим електродом регулярно виникає коротке замикання дугового проміжку. Це відбувається при збудженні дуги і при переході краплі розплавленого металу з електроду в зварювальну ванну. Моменти короткого замикання і горіння дуги чергуються, причому тривалість кожного процесу вимірюється долями секунди. При цьому напруга і струм відрізняються від їхніх значень у сталому режимі, що може призвести до обривання дуги і затруднення її збудження. Тому джерела живлення повинні мати малу електромагнітну інерцію. Джерела живлення для зварювання розрізняють: за родом струму — змінного (трансформатори і генератори підвищеної частоти) і постійного (генератори, перетворювачі й випрямлячі);
за призначенням — одно- і багатопостові, універсальні та спеціалізовані, для ручного, напівавтоматичного та автоматичного дугового зварювання плавлячим і неплавлячим електродом у захисних, інертних газах і під флюсом;
за видом зовнішніх характеристик — з падаючою, жорсткою або пологозростаючою;
за способом встановлення — стаціонарні й пересувні;
за характером приводи — джерела з електричним приводом і джерела з незалежним приводом (від двигуна внутрішнього згоряння).
Основними джерелами живлення для зварювання на змінному струмі є зварювальні трансформатори. Вони значно відрізняються від силових
трансформаторів. У силових трансформаторах вторинна напруга повинна бути постійною і не змінюватися від навантаження. Режим короткого замикання для них є аварійним, оскільки при цьому недопустимо зростає струм. Це призводить до перегрівання обмоток трансформатора і виходу його з ладу.
Зварювальні трансформатори працюють у режимі змінюючих напруг і струмів і розраховані на короткочасні короткі замикання.
Для зварювання змінним струмом широко використовують однофазні трансформатори, які розділяють силові й зварювальні кола і знижують напругу 380 або 200 В до величини, яка не перевищує 80 В.
За конструктивними особливостями зварювальні трансформатори поділяються на дві основні групи: з нормальним та підвищеним магнітним розсіюванням.
Трансформатори з нормальним магнітним розсіюванням випускають з реактивною котушкою (дроселем), з допомогою якої регулюється режим зварювання. Реактивна котушка може встановлюватися окремо від трансформатора (двокорпусне виконання) і спільно з трансформатором (однокорпусне виконання) (рис. 11.4, а). Індуктивний опір дроселя змінюється регулюванням повітряного зазора в його ярмі. При збільшенні зазора зменшується опір обмотки і збільшується зварювальний струм, а при зменшенні зазора збільшується опір обмотки — струм зменшується.
Основний недолік трансформаторів цих типів — нестійка робота на малих струмах через вібрації рухомого пакета дроселя, яка викликається значними електродинамічними зусиллями. Ці трансформатори зняті з виробництва, але промисловістю ще використовуються потужні трансформатори для автоматизованого зварювання під флюсом.
Трансформатори з підвищеним магнітним розсіюванням випускаються з розсувними обмотками (рис. 11.4, б), з рухомим магнітним шунтом (рис. 11. 4, в), з підмагнічуючим магнітним шунтом.
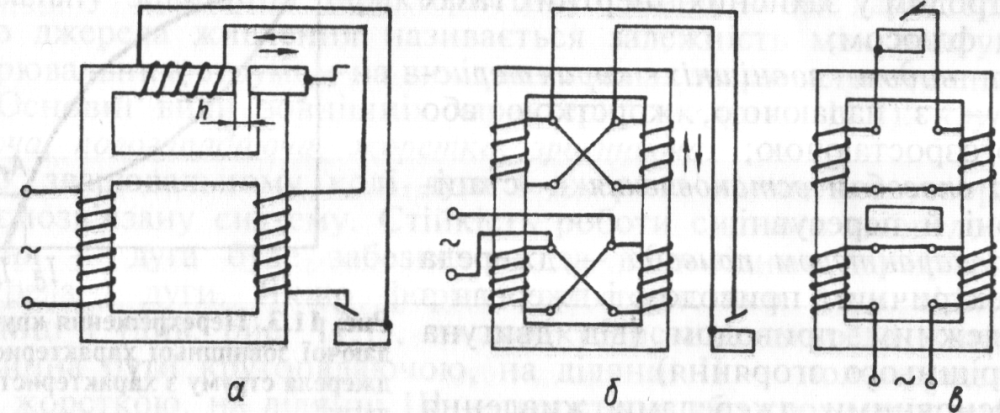
Рис. 11.4. Принципові схеми зварювальних трансформаторів:
а — з нормальним магнітним разсіюванням; б — із підвищеним магнітним розсіюванням; в — із магнітним шунтом.
Найпоширеніші трансформатори типу ТС-ТД з підвищеним магнітним розсіюванням. Регулювання режиму зварювання в них забезпечується внаслідок зміни потоку розсіювання між первинною і вторинною обмотками. При зближенні обмоток магнітний зв'язок між ними підсилюється, струм зростає, і навпаки, при віддаленні обмоток потоки розсіювання збільшуються, струм зварювання зменшується.
Обмотки у зварювальному трансформаторі можуть переміщуватися з допомогою ручного та електромеханічного приводів (можливість дистанційного регулювання режиму зварювання).
Для розширення діапазону регулювання струму у зварювальних трансформаторах передбачено перемикання котушок вторинної обмотки з послідовного з'єднання на паралельне. З'єднання котушок послідовно відповідає ввімкненню трансформатора на діапазон малих струмів, з'єднання котушок паралельно відповідає ввімкненню трансформатора на діапазон великих струмів.
У трансформаторах з рухомим магнітним шунтом (рис. 11.4, в) магнітне розсіювання утворюється за рахунок рухомого магнітного шунта, розміщеного між стержнями трансформатора. При переміщенні магнітного шунта за межі магнітопроводу розсіювання зменшується, що призводить до збільшення зварювального струму. Введення шунта всередину магнітопроводу призводить до зако-рочення частини магнітного потоку, який утворює первинна обмотка, що, в свою чергу, призводить до зменшення зварювального струму.
У трансформаторах із нерухомим підмагнічуючим магнітним шунтом при збільшенні струму підмагнічуванням потік розсіювання зменшується і зварювальний струм збільшується. Наявність підмагнічуючого шунта дає можливість дистанційного керування режимом зварювання.
До трансформаторів з підвищеним магнітним розсіюванням належать також спеціальні малогабаритні трансформатори із сту-пеневим регулюванням зварювального струму (рис. 11.5).
Режим роботи у трансформаторах цього типу регулюється сту-пенево, через зміну магнітного зв'язку між його обмотками. Для збільшення магнітного зв'язку між первинною і вторинною обмотками вимикають витки вторинної обмотки, які розміщені на другому стержні, і збільшують число витків вторинної обмотки, які розміщено на першому стержні. Це призводить до зменшення магнітного розсіювання, внаслідок чого зварювальний струм зростає.
Джерела живлення постійного струму мають ряд переваг перед джерелами живлення змінного струму. При постійному струмі немає затухань, які виникають під час зміни полярності змінного синусоїдального струму. Це сприяє високій стабільності дуги, що забезпечує високу якість зварювання.
Джерела живлення постійного струму менш відчутні до коливань напруги мережі, ніж зварювальні трансформатори.
Джерела живлення постійного струму поділяють на дві основні групи: зварювальні генератори, які в комплекті з асинхронними

Рис. 11.5. Принципова схема зварювального трансформатора типу ТСП.
електродвигунами називаються зварювальними перетворювачами, та зварювальні випрямлячі — статичні перетворювачі енергії трифазної мережі в енергію випрямленого струму, яка використовується для зварювання.
Зварювальні генератори постійного струму використовують для живлення одного або декількох зварювальних постів.
Для того щоб отримати необхідну вольт-амперну характеристику зварювального генератора, використовують різні конструктивні особливості та схеми з'єднання обмоток збудження генераторів.
Розрізняють зварювальні генератори з намагнічуючою обмоткою незалежного збудження і розмагнічуючою послідовною обмоткою; з паралельною обмоткою самозбудження і розмагнічуючою послідовною обмоткою.
Зварювальні генератори з незалежним збудженням і розмагнічуючою обмоткою послідовного збудження (рис. 11.6, а) мають дві обмотки збудження. Обмотка незалежного збудження LH живиться від стороннього джерела постійного струму й утворює намагнічуючий магнітний потік Фн, величини якого регулюють резистором R. Обмотка Lp ввімкнена у зварювальне коло послідовно й утворює розмагнічуючий магнітний потік Фр. Отже, обидві обмотки утворюють зустрічні магнітні потоки.
При холостому ході діє один намагнічуючий потік, а при зварюванні утворюється розмагнічуючий потік. При збільшенні зварювального струму потік Фр буде зростати і зменшувати сумарний потік Фн та е.р.с. генератора. Отже, з допомогою розмагнічуючої обмотки Ір формується падаюча вольт-амперна характеристика генератора.
Генератор має два діапазона регулювання струму. Це досягається перемиканням числа витків (секціонуванням) обмотки Lp, під час якого перемикаються діапазони регулювання струмів генератора.
Плавне регулювання струму досягається опором R, який змінює струм обмотки.
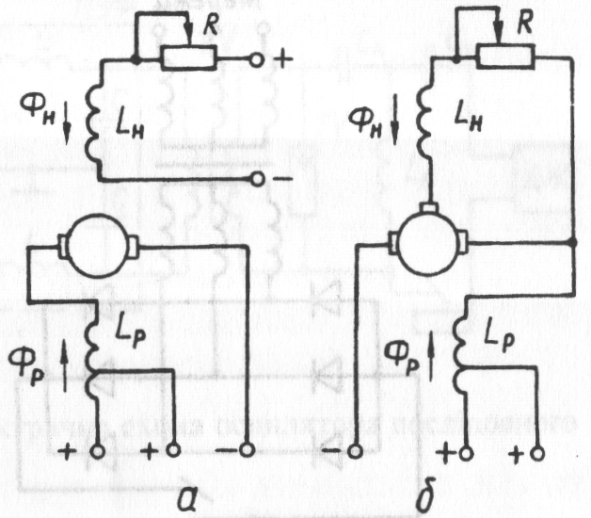
Рис. 11.6. Принципові електричні схеми зварювальних генераторів:
а — з незалежним збудженням; б — із самозбудженням.
У зварювальному генераторі з самозбудженням (рис. 11.6, б) намагнічуюча обмотка LH увімкнена на основну й допоміжну щітку генератора паралельно якорю. Під час зварювання в обмотці з'являється електричний струм, який утворює розмагнічуючий магнітний потік Фр. Цей потік спрямований проти основного потоку Фн, що призводить до зменшення е.р.с. генератора і напруги на дузі. Падаюча характеристика забезпечується спільною дією магнітних потоків
Фн i Фр-
Секціонування обмотки Lp дозволяє використовувати генератор у двох діапазонах зварювального струму. Плавне регулювання струму здійснюється змінним резистором R у межах діапазонів великих і малих струмів.
Останнім часом великого поширення як джерела живлення постійного струму набули зварювальні випрямлячі. Це електричні апарати, які з допомогою напівпровідникових приладів перетворюють змінний струм трифазної системи у постійний.
Зварювальні випрямлячі мають значні переваги перед зварювальними перетворювачами. У випрямлячах відсутні обертальні частини, що підвищує їхню надійність в експлуатації. Коефіцієнт корисної дії випрямлячів значно вищий, а втрати холостого ходу значно нижчі, ніж у перетворювачів. Межі регулювання зварювального струму значно розширені у випрямлячах, а також збільшена можливість автоматизації зварювальних процесів.
Найбільшу кількість випрямлячів випускають з живленням від трифазної мережі з використанням трифазних мостових схем випрямлення і подвійних трифазних (шестифазних) схем із зрівнювальним реактором.
Зварювальний випрямляч (рис. 11.7, а), складається з трифазного трансформатора і випрямляючого блока, складеного за трифазною мостовою схемою. Основні елементи випрямляючого блока — напівпровідникові діоди і тиристори.
У шестифазній схемі із зрівнювальним реактором (рис. 11.7, б) трансформатор має шість вторинних обмоток, які утворюють дві трифазні групи. Обидві групи для вирівнювання напруги з'єднуються зрівнювальним реактором.
У зварювальних випрямлячах використовуються силові трансформатори з підвищеним магнітним розсіюванням, а також із нормальним магнітним розсіюванням.
Зварювальні режими у випрямлячах регулюються різними способами:

Рис. 11.7. Принципові схеми зварювальних випрямлячів:
а — трифазна мостова; б — шестифазна із зрівнювальним реактором.
з'єднанням
обмоток трансформатора зірка — зірка
(![]() /
)
— діапазон
малих струмів; з'єднання обмоток
трансформатора трикутник — трикутник
(Δ/Δ ) — діапазон великих струмів;
/
)
— діапазон
малих струмів; з'єднання обмоток
трансформатора трикутник — трикутник
(Δ/Δ ) — діапазон великих струмів;
перемикання числа витків первинної обмотки трансформаторів;
увімкнення обмоток вольтододаткових трансформаторів відповідно або зустрічно з основним трансформатором.
Плавне регулювання всередині кожного діапазону забезпечується зміною відстані між первинними і вторинними обмотками трансформатора.
Найпоширенішими джерелами живлення постійного струму є тиристорні універсальні випрямлячі. їхні зовнішні характеристики можуть бути крутопадаючими, пологопадаючими і жорсткими. Перехід з однієї характеристики на іншу здійснюється з пульта керування випрямляча.
Пристрої для полегшення запалювання дуги. Спеціальні джерела живлення зварювального струму комплектуються пристроями для полегшення запалювання і стабілізації дуги. Наприклад, при зварюванні неплавлячим (вольфрамовим) електродом недопустимі короткі замикання, які викликають швидке спрацювання електрода, а також негативно впливають на електрозварювальну апаратуру. Ці апарати забезпечують накладання струмів високої напруги і високої частоти на електричне зварювальне коло.
Апарати для полегшення запалювання дуги поділяються на дві основні групи: збудники неперервної дії і збудники імпульсного живлення.
Збудники неперервної дії — це високочастотні іскрові генератори, які називають осциляторами. Осцилятор (рис. 11.8) складається з високовольтного трансформатора TV, коливального контура, перешкодозахисного фільтра ПЗФ. Основні елементи ко-

Рис. 11.8. Електрична схема осцилятора послідовного ввімкнення.
ливального контура — конденсатор Ск, індуктивна котушка LK і розрядник FV.
У коливальному контурі безперервно накопичується у конденсаторі Ск і розряджається через розрядник FV імпульс струму високої напруги. Конденсатор С3 призначений для захисту джерела живлення від струму високої напруги. Отже, осцилятор генерує імпульси високої напруги (2 — 8 кВ) і високої частоти (150 — 250 кГц).
При плаванні імпульсів високої напруги проміжок між електродом і виробом пробивається іскрою, з'являються вільні електрони, що сприяє горінню зварювальної дуги. Висока частота спричиняє горіння дуги навіть при малих зварювальних струмах.
Використання осциляторів дозволяє запалювати дугу, не доторкуючись електродом до виробу.
Збудники імпульсного живлення призначені для збудження дуги постійного та змінного струму. Збудник дуги складається з джерела високої напруги, високочастотного генератора і пристрою вводу високої напруги в коло зварювальної дуги.