

Изготовление винта м6:

Ход работы:
1. Вставляем заготовку, закручиваем патрон 2. Обрабатываем торцы.
3. Стачиваем проходным упорным резцом 22 мм диаметром 14 мм.
4. Протачиваем 18 мм диаметром 5.9 мм (ножка винта М6).
5. Снимаем фаску проходным отогнутым резцом с ножки 0,5 *45°.
6. Плашкой М6 нарезаем резьбу на 12 мм ножки.
7. Отрезным резцом делаем небольшую прорезь на расстоянии 22 мм от края
ножки, проходным отогнутым резцом делаем на шляпке две фаски 1*45°.
8. Отрезаем деталь отрезным резцом.
9. Раскручиваем патрон, достаём оставшуюся часть заготовки.
Фрезерный участок
Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т. п. металлических и других заготовок.
Главным движением фрезерования является вращение фрезы, закрепленной в шпинделе цанговым зажимом. Движением подачи является поступательное перемещение фрезы или обрабатываемой заготовки в продольном, поперечном или вертикальном направлениях (может быть как прямолинейным, так и криволинейным).
Фреза – многолезвийный режущий инструмент, как правило, в виде диска с режущими зубьями по окружности. Каждый зуб фрезы представляет собой простейший инструмент – резец. Зубья могут быть расположены как на цилиндрической поверхности, так и на торце.
Форма поверхности обрабатываемой детали определяется тем, какую форму имеет фреза, а также траекторией этой фрезы.
Виды фрезерных станков
Горизонтально-фрезерные консольные станки (с горизонтальным шпинделем и консолью)
Горизонтально-фрезерные консольные станки отличаются наличием консоли и горизонтальным расположением шпинделя при обработке цилиндрическими, угловыми и фасонными фрезами плоских и фасонных поверхностей заготовок из различных материалов. На них могут также использоваться торцовые и концевые фрезы. Универсальные станки этого вида отличаются тем, что их стол может поворачиваться относительно вертикальной оси на ±45°, что позволяет вести обработку винтовых канавок на цилиндрических поверхностях.
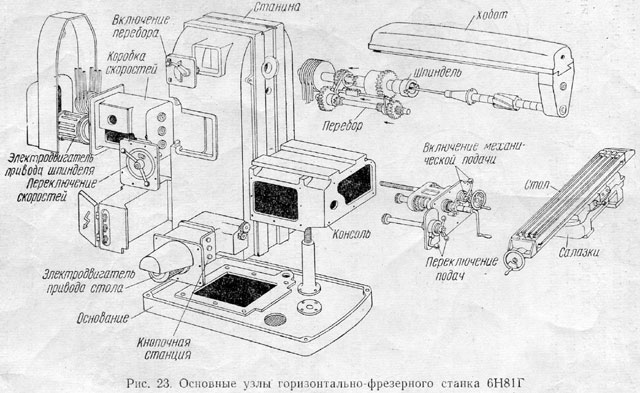
Рис.10. Основные узлы горизонтально-фрезерного станка
Основание станка отливается из серого чугуна и точно прострагивается с обеих сторон. На одной стороне основания устанавливается и закрепляется болтами станина станка; другая сторона прилегает к полу цеха. В основании имеется корыто для охлаждающей жидкости, которая стекает по трубкам со стола. На основании смонтирован электронасос для подачи охлаждающей жидкости из корыта к инструменту.
Станина служит для крепления всех узлов и механизмов станка. Некоторые узлы станка (коробка скоростей, шпиндель, электродвигатель с ременной передачей, механизм передачи движения к коробке подач) расположены внутри станины и не видны. Другие узлы станка (консоль, коробка подач, хобот, стол, насос для подачи охлаждающей жидкости) находятся на наружных поверхностях станины. Станина имеет коробчатую форму и усилена внутри ребрами; на передней стенке ее расположены вертикальные направляющие (выполненные в виде ласточкина хвоста) для консоли, а наверху — горизонтальные направляющие для хобота.
Хобот имеется у горизонтально- и универсально-фрезерных станков и служит для правильной установки и поддержки фрезерной оправки. Хобот установлен в горизонтальных направляющих на верхней части станины и может быть закреплен на любом расстоянии от ее зеркала, т. е. с различным вылетом. Для увеличения жесткости при обработке тяжелых деталей и при больших сечениях стружки применяют поддержки, которые связывают хобот с консолью.
Консоль представляет собой жесткую чугунную отливку, установленную на вертикальных направляющих станины. Консоль перемещается по вертикальным направляющим станины и несет горизонтальные направляющие для салазок. Она поддерживается стойкой, в которой имеется телескопический винт для подъема и опускания консоли. Жесткость конструкции консоли и точность ее направляющих имеют первостепенное значение для. работы станка. Консоль имеет два болта, которыми крепятся поддержки, связывающие стол станка с хоботом для лучшей устойчивости при больших нагрузках.
Салазки являются промежуточным звеном между консолью и столом станка. По верхним направляющим салазок движется стол в продольном направлении, а нижняя часть салазок перемещается в поперечном направлении по верхним направляющим консоли.
Стол монтируется на направляющих салазок и перемещается в продольном направлении. На столе укрепляются заготовки, зажимные и другие приспособления, для чего рабочая поверхность стола имеет продольные Т-образные пазы. Перемещения стола, салазок и консоли сообщают заготовке продольную, поперечную и вертикальную подачи по отношению к фрезе. Консольно-фрезерные станки обычно имеют как ручную, так и механическую подачу стола, салазок и консоли.
Шпиндель. Для вращения режущего инструмента служит шпиндель, который получает движение от коробки скоростей. От точности изготовления шпинделя, его прочности и жесткости зависит точность вращения оправки с надетой фрезой. Шпиндели фрезерных станков изготовляют из легированной стали марки 40Х и подвергают термической обработке
Коробка скоростей предназначена для передачи вращения от шкива шпинделю и для изменения числа его оборотов при помощи переключения зубчатых колес.
Коробка подач служит для изменения подач стола в вертикальном, продольном и поперечном направлениях.
Вертикальный - фрезерный станок

Рис.11. Основные узлы вертикально-фрезерного станка
В отличие от горизонтально-фрезерного имеет вертикально расположенный шпиндель, который в некоторых моделях станков допускает смещение вдоль оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка. Все изложенное выше о горизонтально-фрезерном станке применимо к вертикально-фрезерному, за исключением тех деталей и узлов, которые у последнего отсутствуют (хобот, поддержки).
Универсально-фрезерный станок
Имеет горизонтально расположенный шпиндель и предназначен для обработки фрезерованием разнообразных поверхностей на небольших и нетяжелых деталях в условиях единичного и серийного производства. Обработку ведут цилиндрическими, дисковыми, угловыми, концелевыми, фасонными, торцевыми фрезами. На этом станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы. Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений.
Широкоуниверсальный фрезерный станок
В отличие от горизонтально-фрезерного станка имеет еще одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременна работа обоими шпинделями. Для большой универсальности станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали не сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д.

Рис.12. Широкоуниверсальный фрезерный станок ( 1 – основание, 2 – станина,
3 – консоль, 4 – салазки, 5 – стол, 6 – горизонтальный шпиндель, 7 – ползун, 8 – поворотная фрезерная головка)