

Последовательность выполнения работы
Вначале нужно просмотреть (при увеличениях от 200 до 600 раз) микроструктуры технического железа (один образец), углеродистых сталей (два образца доэвтектоидной, один – эвтектоидиой и два – заэвтектоидной стали); белых чугунов (по одному образцу доэвтек – тическопо, эвтектического и заэвтектического чугуна).
Затем надо просмотреть микрошлифы серых, высокопрочных и ковких чугунов (один-два нетраменых и травленых образца каждого чугуна) при увеличениях от 100 до 500 раз.
Внимательно изучить и проанализировать структуры сплавов. Микроструктуры зарисовать в кругах диаметром 60 ми или в квадратах размером 60x60мм и на каждой укаяать стрелками различные структурные составляющие и около стрелок, на полях, написать их наименование.
Изобразить диаграмму состояния железо-цементит, провести на ней вертикальные линии соответствующие рассматриваемым сплавам, и дать описание превращений, происходящих при охлаждении.
Определить в исследуемых структурах сталей примерное содержание углерода и по этому показателю установить марку и механические свойства стали.
Оформить отчет о выполненной работе.
Содержание отчета
1. Рисунки микроструктур с соответствующими пояснениями.
2. Диаграмма состояния железо-цементит с указанием на ней рассматриваемых сплавов и описанием происходящих процессов превращений при охлаждении.
3. Выводы по работе.
Литература: [1, с.55-61; 4, с.10-12].
Лабораторная работа № 3
ИЗУЧЕНИЕ ТЕХНОЛОГИЧШСКОГО ПРОЦЕССА ПРОКАТКИ
Цель работы: изучить технологический процесс продольной прокатки, ознакомиться с технологическим оборудованием, определить степень деформации и коэффициент вытяжки металла.
Общие сведения
Процесс прокатки – один из основных видов обработка металлов давлением. Прокатке подвергают до 90 % всей выплавляемой стали и большую часть цветных металлов. При этом процессе металл пластически деформируется между вращающимися валками. Форма и
число валков, взаимное расположение валков и заготовки могут бать различными. Существует три основных вида прокатки: продольная, поперечная и поперечно-винтовая.
При продольной прокатке раготавки' деформируетая между двумя валками, вращающимися в разные стороны, и перемещается перпендикулярно к осям валков.
При поперечной прокатке валки, вращаясь в одном направлении, придают вращение заготовке и деформируют ее.
При поперечно-винтовой прокатке валки расположены под углом продольной заготовке при деформировании вращательное и поступательное движения.
Наиболее широкое распространение получил процеоо продольной прокаки. Вся продукция прокатного производства делится на четыре основные группы; сортовой прокат, листовой прокат, трубы и специальные виды проката.
Сортовой прокат делится на профили простой геомвтричаокой формы (круг» квадрат, шестигранник и т.д.) и фасанные (уголок, швеллер, релье, двутавр и т.д,). Листовую сталь разделяют на толстолистовую (толщиной 4-160 мм) и тонколистовую (толщиной менее 4 мм). Листы толщиной менее 0,2 мм называют фольгой. Трубы разделяют сварные бесшовные
Бесшовные трубы прокатывают диаметром 30-650 мм о толщиной станки 2-160 мм, а сварные – диаметром 5-2500 мм с толщиной стенки 0,5-16 мм.
К специальным видам, проката относят бандажи, колеса, шары, кольца, периодические профили.
В процессе прокатки заготовка непрерывно втягивается а зазор между валками. Для осуществления процесса необходимо создание определенной величины сил трения между заготовкой и валками. На рис.3.1 приведена схема действия сил в момент захвата заготовки вилками. В этот момент со стороны валков на заготовку действуют нормальная сила N и сила трения Т .
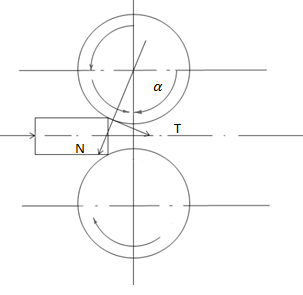
Рис.3.1. Схема действия сил
Исходя из схемы действия сил условие захвата заготовки валками можно записать в виде:

Угол
 навивается углом захвата. Выразив оилу
трения через
известную
зависимость
навивается углом захвата. Выразив оилу
трения через
известную
зависимость
 где
где
 –
коэффициент трения,
и
подставив это
выражение в условие захвата,
получим:
–
коэффициент трения,
и
подставив это
выражение в условие захвата,
получим:

Таким образом, для осуществления захвата заготовки валками необходимо, чтобы коэффициент трения между валками и заготовкой был больше тангенса угла захвата.
При горячей прокатке стали гладкими валками угол захвата равен 16-24°, при холодной - 3-8°. При установившемся процессе прокатки коэффициент трения примерно вдвое меньше.
В процессе прокатки уменьшается толщина заготовки приодновременном увеличении ее длины и ширины. Разность высоты прокатываемой заготовки до и после прокатки называется линейным, или абсолютным обжатием:

Отношение этой величины к первоначальной высоте прокатываемой заготовки является относительным обжатием:
Разность ширин прокатываемой заготовки после и до прокатки называется уширением:

Площадь поперечного сечения заголовки при прокатка всегда уменьшается. Поэтому для определения деформации, особенно когда обжатие по сечению различно, используют показатель, называемый вытяжкой:

где
 и
и
 –
первоначальная
длина и площадь поперечного сечения;
–
первоначальная
длина и площадь поперечного сечения;
 и
и
 –те
же величины после прокатки.
–те
же величины после прокатки.
Практичеси
за один проход
 ,
но в некоторых случаях
,
но в некоторых случаях

При прокатке металла в холодном состоянии происходит его упрочнение (наклеп).