

4.14. Текущий ремонт аккумуляторных батарей
Текущий ремонт батарей проводится 1 раз в год бригадой в составе двух человек.
Перед ремонтом тщательно проверяют записи в журнале батареи, берут пробы электролита из 1/3 ее элементов (причем номера элементов для взятия проб меняются каждый год), а электромеханик-аккумуляторщик РРУ или лаборатории и ответственный за эксплуатацию электроустановки (электромеханик по обслуживанию аккумуляторных батарей) проводят ее осмотр.
До начала ремонта определяют его объем и заготавливают необходимое количество деталей и материалов: отформованные пластины, выщелаченные сепараторы, сосуды и посуду для слива электролита из элементов, электролит полностью 1,18 г/см3,20—25 л дистиллированной воды, краску для покрытия стен, стеллажей, ошиновки и вентиляционных коробов.
Обследование батареи кадмиевым электродом выполняют для определения состояния пластин каждого элемента. Кадмиевый электрод представляет собой стержень диаметром 6—8 мм и длиной 60—80 мм или пластину с поверхностью 4—6 см2. К верхней части электрода припаян провод с резиновой изоляцией, а место пайки покрыто асфальтовым лаком и обернуто изоляционной лентой. Электрод, не бывший в употреблении, предварительно выдерживают двое-трое суток в растворе аккумуляторной кислоты с удельным весом 1,18 г/см . При опускании электрода в кислоту или электролит необходимо следить, чтобы место пайки и медный провод не смачивались кислотой или электролитом. Для измерения провод от кадмиевого электрода присоединяют к зажиму «минус» вольтметра, имеющего внутреннее сопротивление не менее 100 Ом на 1 В, погружают электрод в электролит элемента так, чтобы он не касался пластин. Другим проводником (стержнем) от зажима «плюс» вольтметра касаются поочередно положительных и отрицательных пластин.
При исправных пластинах в полностью заряженной батарее потенциал положительных пластин элементов относительно электролита примерно равен +2,15 В, отрицательных +0,15 В. В элементах, разряженных до 1,8 В, потенциал положительных пластин будет примерно 1,96—2 В, а отрицательных 0,16—0,2 В. Признаком неисправности положительных пластин является снижение их потенциала относительно электролита ниже 1,96 В, а у отрицательных — повышение их потенциала выше 0,2 В.
Для обеспечения высокой точности замеров высыхание кадмиевого электрода не допускается.
Элемент с дефектными пластинами обследуют более тщательно, пытаясь по другим признакам (коробление, разрушение сепараторов, рост положительных и наросты на отрицательных пластинах и т. п.) определить неисправность.
Плотность электролита в каждом элементе заряженной батареи при рабочей температуре + 15° С должна быть одинаковой по всей высоте сосуда и поддерживаться на уровне 1,2-1,21 г/см3, что проверяют ареометром в верхней и придонной частях. При этом входное отверстие пипетки (трубки с грушей, в которую вставлен ареометр) не должно доходить до уровня осадка шлама и при наборе электролита шлам не должен попадать в пипетку (при измерении в придонном слое).
Если плотность электролита в верхней и придонной частях сосуда отличается более чем на 0,02 г/см3, ее необходимо выровнять по слоям дозарядом батареи напряжением 2,45 В на каждый элемент в течении 0,5 ч и провести повторные измерения с доведением общей плотности до нормы. Разность в плотности электролита по слоям выше 0,02 г/см3 указывает на неправильную доливку дистиллированной воды в придонную часть сосуда. Необходимо очень тщательно следить за тем, чтобы вода не попадала на электролит сверху.
Ремонт и замену сосудов выполняют при наличии на них трещин, выбоин и других дефектов. До начала ремонта нагрузку батареи переводят на ЗПУ, отключают ее от шин собственных нужд и снимают предохранители. Отрезают свинцерезкой ушки пластин обеих полярностей, вынимают их из сосудов и помещают в емкости с дистиллированной водой (раздельно положительные и отрицательные). Затем пластины промывают сна-
чала дистиллированной водой с содой, затем чистой водой и сушат. Старый электролит из сосудов с помощью шланга с грушей переливают в подготовленную заранее бутыль; после чего ремонтируют сосуд.
При этом надо иметь в виду, что даже при правильной эксплуатации пластины сравнительно быстро изнашиваются из-за коробления, сульфатации, наростов. Кроме того, срок службы положительных пластин в два раза меньше срока службы отрицательных.
Замену пластин выполняют с соблюдением следующих правил: в одном элементе новые и старые пластины одной полярности ставить нельзя; при замене отрицательных пластин необходимо заменять и все положительные пластины элемента; нельзя применять обычные отрицательные пластины вместо специальных боковых пластин. При замене большого количества пластин лучше устанавливать новые пластины, а старые — использовать в качестве запасных.
При необходимости замены всего комплекта пластин целесообразно разрезать неисправные элементы батареи, рассортировать пластины, промыть исправные дистиллированной водой и скомплектовать из них возможное количество элементов. Остальные элементы собрать из новых, предварительно отформованных пластин. Перед установкой пластин в сосуды зачищают их ушки металлической щеткой, чтобы обеспечить высокое качество пайки.
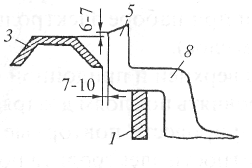
Устанавливают пластины с помощью деревянных шаблонов 6 (рис. 4.39, б). Для этого на край сосудов 1 с обеих сторон укладывают деревянные рейки 2 толщиной 10 мм и шириной 30—40 мм. Под них предварительно подкладывают деревянные выравнивающие планки 9, на которые опирают шаблоны <5для равномерной установки пластин и соединительную полоску 3. Толщина выравнивающей планки должна быть такой, чтобы верхняя плоскость соединительной полосы была ниже края ушка 5 на 6-7 мм, а расстояние от ушка до края полосы 7—10 мм (рис. 4.39, в.). Если эксплуатируются батареи одного типа, можно изготовить шаблон вместе с выравнивающими планками.
Подвеску пластин 8 начинают с боковой пластины, затем поочередно устанавливают сначала все положительные, а затем все отрицательные пластины и, наконец, вторую боковую. Ушки всех пластин должны плотно войти до отказа в вырезы шаблона и располагаться строго параллельно друг другу. Между пластинами вместо сепараторов временно вставляют деревянные палочки-распорки из сухой древесины.
Пайку пластин выполняют после их подвески с помощью водородного аппарата или переносного устройства ВСП-1, работающего на пропан-бутане. Для батареи СК-4, СК-6, СК-8 допускается пайка пластин с помощью трансформатора 220/12 В и угольного электрода. Для фиксации пластин на время пайки применяют специальные паяльные щипцы 7 (см. рис. 4.39, а); при пайке всего элемента целесообразно устанавливать одновременно несколько
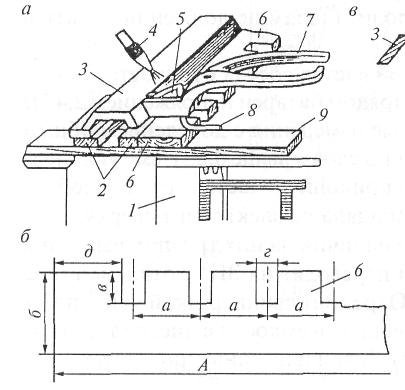
щипцов, что позволяет, не гася пламя горелки 4, выполнять процесс непрерывно. Губками щипцов охватывают ушко пластин так, чтобы скошенные края полосы прилегали к торцам ушек, образуя фигурный паз (форму), который заполняется расплавленным свинцом. Пайку начинают с ушка 5, которое сначала слегка оплавляют, после чего в пламя вводят паяльный пруток из свинца. Расплавленный горелкой свинец ушка пластины и прутка должен полностью заполнить форму и, отвердев, создать надежное соединение; при качественной пайке припой должен составлять единое целое с полосой и ушком. По окончании пайки всего элемента разбирают деревянные планки и удаляют шаблоны. Выступы ушек срезают свинцерезом, оплавляя срез пламенем горелки для создания гладкой поверхности. Тщательно проверяют отсутствие капель свинца между ушками и пластинами на краях сосуда; затем проверяют отсутствие замыканий между пластинами омметром.
После проверки пластин к ним припаивают наконечники и впаивают в них шины, добавляя припой ПОС-40 с флюсом. Чтобы в дальнейшем в месте спая не задерживались капельки конденсата серной кислоты, ему придают форму конуса. Место спая покрывают два раза кис-лотноупорной краской и вместе с соединительной полосой смазывают тонким слоем вазелина.
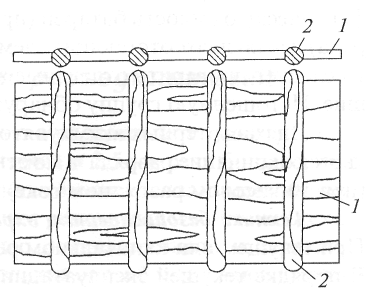
Замену сепараторов начинают с их отбраковки из-за обугливания, трещин, надрывов фанеры, надломов палочек. Фанерные сепараторы при этом сначала выщелачивают и промывают, после чего проводят отбраковку: фанера должна быть без трещин, а палочки без надломов. Установку сепараторов производят после пайки всех элементов, соблюдая размеры шаблона. Для этого снимают временные распорки между пластинами и на их место вставляют подготовленные сепараторы. Смонтированный сепаратор, подвешенный в сосуде на эбонитовых или винипластовых штифтах, должен входить между пластинами без усилий (рис. 4.40).
Затем не позже, чем через два часа после установки сепараторов, заливают сосуд электролитом с температурой не более 30° С. При этом заливку ведут из бутыли, установленной в деревянную обрешетку с ручками. Уровень электролита в сосуде должен быть выше верхней кромки пластин на 10—15 мм. Если пластины при ремонте не менялись, то сепараторы собирают на шаблоне и средние палочки надевают на фанерки после установки сепаратора в сосуд, как, например, в элементе СК-24.
В аккумуляторах СК-6, СК-8 и СК-12 для облегчения процесса удаления старых сепараторов вырезают одну боковую пластину и помещают ее в сосуд с дистиллированной водой. На извлекаемый сепаратор в середине надевают две новые палочки с прорезями. Заостренной дощечкой слегка раздвигают пластины и, сжимая прорези новых палочек, извлекают из них старый сепаратор. Если нет необходимости в замене пластин или удалении шлама, устанавливают новый сепаратор и снова припаивают пластину.
При испытаниях аккумуляторной батареи выполняют замер напряжения, плотности и температуры электролита всех элементов.
Напряжение элементов батарей измеряют вольтметром со шкалой 3 В, установленной на изоляционной пластине, снизу которой жестко закрепляют два конусных электрода, соединенных с выводами вольтметра, причем расстояние между электродами равно расстоянию между полосами межэлементных соединений. Такая конструкция позволяет удобно и безопасно подсоединять вольтметр к выводам батареи при измерениях.
Общее напряжение аккумуляторной батареи при
постоянном подзаряде должно поддерживаться на Рис. 4.40. Сепаратор аккумуляторов
уровне 2,15 В на каждый элемент. Отклонение напря- типов С и СК в собранном виде:
жения на отдельном элементе в ту или другую сторо- 1 - фанерный сепаратор;
ну указывает на ненормальный режим работы бата- 2—деревянные палочки
реи или на повреждение элемента (замыкание между пластинами, сульфатация пластин и т. д.). За такими элементами устанавливают постоянный контроль и при необходимости проводят их ремонт.
Плотность и температуру электролита периодически измеряют соответственно ареометром и термометром.
Химический анализ электролита и дистиллированной воды выполняют для выявления в них вредных примесей, главным образом, железа, хлора, марганца и меди, повышенное содержание которых вызывает усиленный износ и повреждение пластин, увеличивает самозаряд батареи и разрушает сепараторы. Такой анализ проводят в химических лабораториях.
Проверку емкости отформованной батареи принято производить разрядом полностью заряженной батареи на металлический или жидкостный реостат постоянным по величине током, равным току 10-часового разряда. Номинальная емкость батареи в А-ч для такого разрядного тока гарантируется при температуре электролита +25 °С; если температура проверяемого электролита отличается от нее, то емкость батареи приводят к температуре +25 °С по формуле:
![]()
где t — средняя температура электролита при разряде, °С;
Ct — емкость батареи, фактически полученная при температуре t, А·ч;
0,008 — температурный коэффициент.
Приведенная емкость батареи должна соответствовать заводским данным, указанным в паспорте, а после 10 лет эксплуатации — составлять не менее 70 % первоначальной. Для измерений при разряде используют амперметр и вольтметр с классом точности не менее 0,5; запись величины разрядного тока, плотности электролита и его температуры ведут через равные промежутки времени (не более 1 ч).
Разряд батареи продолжают до тех пор, пока батарея не отдаст своей гарантированной емкости или пока напряжение на большинстве элементов не упадет до 1,75 В (более глубокий разряд даже отдельных элементов не допускается). При снижении напряжения на одном из элементов до 1,85 В напряжение на нем измеряют через каждые 15 мин, а при снижении напряжения до 1,8 В контроль напряжения необходимо вести непрерывно, чтобы уловить конец разряда (напряжение на элементе 1,75 В). При разряде какого-либо из элементов до такого напряжения немедленно измеряют напряжение на остальных элементах и всю батарею отключают от разрядной цепи. По результатам измерения вычисляют фактическую емкость батареи (произведение фактического разрядного тока на время разряда) и выявляют отстающие элементы. Если батарея не отдает гарантированной емкости, то следует проверить отдельные элементы и измерением их напряжения выявить отстающие. Истощенную группу обнаруживают кадмиевым электродом.
Для стартерных аккумуляторных батарей, передвижных тяговых подстанций допускается окончание разряда в момент снижения напряжения до 1,7 В на наихудшем элементе (при 10-часовом разрядном токе).
Техника безопасности и охрана труда при обслуживании аккумуляторных батарей. При текущем или капитальном ремонте батарей работы выполняются по распоряжению. В порядке текущей эксплуатации (замеры параметров батареи, доливка дистиллированной воды и др.), работу в одно лицо может производить оперативно-ремонтный персонал, обслуживающий тяговую подстанцию.
Приточно-вытяжную вентиляцию включают перед началом заряда и отключают после удаления газа (не ранее, чем через 1,5 ч после окончания заряда).
В аккумуляторном помещении должны быть:
стеклянная или фарфоровая кружка с носиком (или кувшин) вместимостью 1,5—2 л для составления электролита и доливки его в сосуды;
нейтрализующий раствор соды (5 %) для кислотных и борной кислоты или уксусной эссенции (одна часть на 8 частей воды) для щелочных батарей.
На всех сосудах с электролитом, дистиллированной водой и нейтрализующими растворами должны быть нанесены соответствующие надписи (название веществ и процентное содержание).
Кислоту надлежит хранить в стеклянных бутылях с притертыми пробками, снабженных бирками с ее названием. Бутыли с кислотой в количестве, необходимом для эксплуатации батареи, и порожние бутылки хранят в отдельном помещении при аккумуляторной батарее. Бутыли устанавливают на полу в корзинах или деревянных обрешетках.
Стеклянные бутыли с кислотами или щелочами переносят обязательно вдвоем. Бутыль вместе с корзиной помещают в специальный деревянный ящик с ручками или переносят на специальных носилках с отверстием посередине и обрешеткой, в которую бутыль должна входить с корзиной на 2/3 высоты.
При приготовлении электролита кислоту медленно (во избежание интенсивного нагрева раствора) вливают тонкой струей из кружки в фарфоровый или другой термостойкий сосуд с дистиллированной водой. Электролит при этом все время перемешивают стеклянным стержнем или трубкой либо мешалкой из кислотоупорной пластмассы. Запрещается приготовлять электролит, вливая воду в кислоту.
При работах с кислотой и щелочью необходимо надевать костюм (грубошерстный для кислоты и хлопчатобумажный для щелочи), резиновые сапоги (под брюки) или галоши, резиновый фартук, защитные очки и антикислотные резиновые перчатки.
Все работы с кислотой, щелочью или свинцом должны выполнять специально обученные лица с группой по электробезопасности IV. После окончания работы в аккумуляторной следует тщательно вымыть руки и лицо, прополоскать рот.
Работы по пайке пластин в аккумуляторном помещении проводятся при выполнении следующих условий:
пайка разрешается не менее чем через 2 ч после окончания заряда. Батарею, работающую по методу постоянного подзаряда, за 2 ч до начала работ переводят в режим разряда, до начала работ помещение должно быть провентилировано в течение 2 ч;
во время пайки помещение непрерывно вентилируют;
место пайки ограждают от остальной батареи огнестойкими щитами;
— во избежание отравления свинцом и его соединениями должны быть приняты меры предосторожности и определен режим работы в соответствии с инструкциями по эксплуатации и ремонту аккумуляторных батарей.