

19. Специализированные сварочные цехи, заводы, участки.
Для РБ характерно формирование производства сварных конструкций на специализированных производствах, которые могут быть разделены по применимости на целые цехи, характеризующиеся производством одного крупного узла или обеспечивающие мелкими сварными узлами потребность всего предприятия. Участками по производстве отдельных узлов. Они встраиваются в производственную линию изготовления всего агрегата.
Заготовительные операции располагаются вне линии.
Заводов сварных конструкций на настоящее время в РБ нет, хотя известные специализированные заводы по производству таких конструкций: «Курганстальмост» (г. Курган, Россия) – перекрытия, мосты.
20. Характеристики типов производства: массовое, серийное, мелкосерийное, единичное.
В соответствии с мировой практикой массовое производство характерно и для Беларуси. Некоторые предприятия, однако, настроены на серийное производство. Мелкосерийное и единичное практически отсутствует.
В настоящее время ситуация существенно меняется . Специализация производства сохраняется, но изменяется структура, увеличивается количество моделей и модификации продукции, временно объем выпуска сократили. Поэтому появляется крупно и мелкосерийное производство. Общие черты сохраняются, но специфика накладывает отпечаток на организацию производства. Пока отсутствует опыт оперативного решения технологических задач. Если по старой структуре применялись заготовительные операции массового характера (холодная штамповка, горячая штамповка, литье), для производства которых требовалась дорогая оснастка, то теперь такие способы изготовления заготовок становятся нецелесообразными, а новые способы пока еще не освоены. И даже не найдены. Поэтому трудоемкость изготовления и цена продукции вырастает не пропорционально эксплуатации. Единичная мощность вырастает в 1.5 раза, а стоимость – в 3 раза. В цивилизованном мире умеют изготавливать мелкие партии продукции с высоким уровнем механизации.
21. Механизм деформирования т-образного соединения.
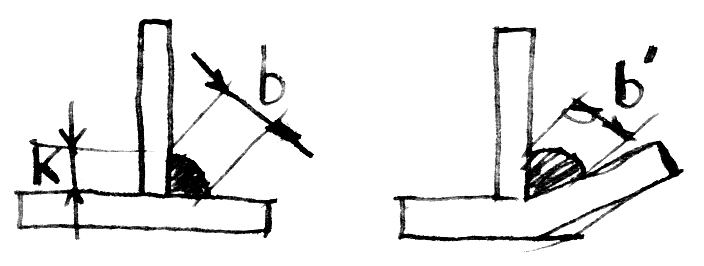
При
наплавке валика жидкого присадочного
металла, образующего сварной шов,
соединяющий 2 взаимоперпендикулярные
пластины, образуется перемычка размером
b
по кромкам катета к. Перемычка b,
крайние ее волокна принадлежат двум
свариваемым поверхностям. По мере
остывания, в соответствии с законом
линейного расширения металла, перемычка
b
будет стремиться уменьшить свои линейные
размеры. До температуры
![]() (для стали), когда металл не обладает
упругими свойствами, перемычка будет
уменьшаться беспрепятственно. По мере
остывания до исходной температуры,
перемычка не может уменьшать свои
размеры беспрепятственно, так как
исходные заготовки будет стремиться
сохранить свое исходное положение по
кромкам катета к и будут препятствовать
сокращению b
и всего объема наплавленного металла
в пределах упругости будет стремиться
уменьшить угол.
(для стали), когда металл не обладает
упругими свойствами, перемычка будет
уменьшаться беспрепятственно. По мере
остывания до исходной температуры,
перемычка не может уменьшать свои
размеры беспрепятственно, так как
исходные заготовки будет стремиться
сохранить свое исходное положение по
кромкам катета к и будут препятствовать
сокращению b
и всего объема наплавленного металла
в пределах упругости будет стремиться
уменьшить угол.
При этом перемычка b займет положение b/, уравновесив перемещение полки тавра, и в металле шва возникнут напряжения, стремящиеся вернуть полку в исходное состояние.