

9. Назовите основные виды связей, существующих в автоматизированном производстве.
10. Централизованные, децентрализованные и смешанные су, их преимущества и недостатки.
По степени централизации системы управления станки разделяют на централизованные, децентрализованные и смешанные.
Централизованные, или независамые, системы управления характеризуются тем, что управление всем технологическим циклом станка-автомата или автоматической линии производится с центрального командного устройства (командоаппарата, пульта, распределительного вала, лентопротяжного устройства, копира) независимо от действия и положения исполнительных рабочих органов. В таких системах управления продолжительность рабочего цикла для каждого исполнительного рабочего органа станка является постоянной величиной (в механических системах управления, обычно равной периоду одного оборота распределительного вала). Благодаря простоте схемы управления, надежности в работе, удобству обслуживания и наладке централизованные системы управления получили наибольшее применение в автоматах. К числу недостатков подобных систем можно отнести необходимость иметь дополнительные предохранительные устройства, так как команды с центрального командного пункта подаются вне зависимости от действия и положения исполнительных рабочих органов.
Децентрализованные системы управления (называемые иногда путевыми) осуществляют управление при помощи датчиков (чаще всего путевых переключателей и конечных выключателей), включаемых движущимися исполнительными рабочими органами. Эти системы основаны на управлении упорами; все исполнительные органы связаны между собой так, что каждое последующее движение одного может происходить после окончания движений предыдущим. Преимуществом этой системы управления является отсутствие сложной блокировки, так как команды подаются после окончания предыдущей операции. Однако датчики, расположенные в рабочей зоне станков, нередко выходят из строя из-за попадания стружки, пыли, масла, выдают неправильные команды вследствие закорачивания электрических цепей; кроме того, многочисленные датчики и элементы промежуточных цепей в целом являются еще недостаточно надежными в работе.
Смешанные системы управления являются комбинацией первых двух систем. Здесь управление некоторыми элементами цикла осуществляется, как в децентрализованной системе, а остальными от центрального командного устройства. Например, центральный командоаппарат управляет всем циклом автоматической линии, а параллельно с этим осуществляется контроль выполнения очередных команд при помощи путевых датчиков. Вал командоаппарата при нормальной работе линии вращается непрерывно, а при невыполнении очередной команды команда аппарат отключается.
11. Целевые механизмы автоматических линий с жесткой связью
Автоматические линии с жесткой связью, при которой между отдельными станками отсутствуют межоперационные заделы, служат для обработки сложных корпусных деталей, а также деталей, требующих для своего перемещения приспособлений-спутников. В таких линиях единая транспортная система проходит через все рабочие позиции. Детали вместе с транспортером проходят через всю зону обработки. На всех рабочих позициях деталь во время обработки, оставаясь на транспортере, фиксируется и зажимается по базовым поверхностях. При останове одного станка автоматически прекращают работу остальные потому, что движение обрабатываемых деталей принудительно координировано во времени.
Механизмы, служащие для выполнения отдельных элементов технологического процесса и частных движений рабочего цикла, называются целевыми механизмами автоматической линии. Целевые механизмы линий различного технологического назначения отличаются друг от друга по выполняемым функциям, конструкции, габаритам и типу привода. Комплекс взаимно увязанных целевых механизмов образует исполнительный механизм автоматической линии.
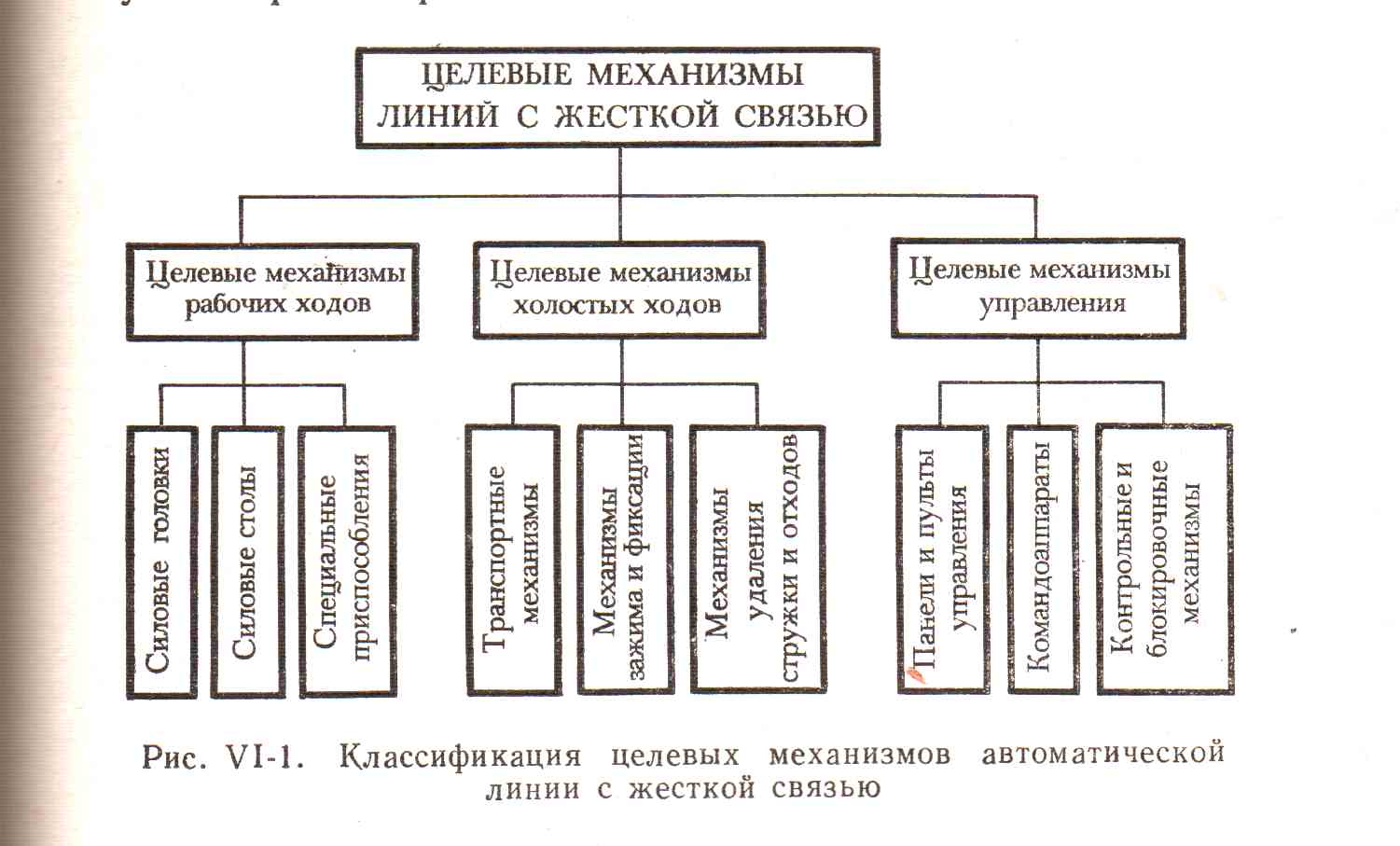
Целевые механизмы автоматических линий многообразны по характеру работы и зависят от технологического процесса, осуществляемого на линии, и, следовательно, от назначения линии. Несмотря на это их можно подразделить на три большие группы (рис. VI-l).
1. Целевые механизмы рабочих ходов, обеспечивающие непосредственно обработку заготовки. Эти механизмы принимают непосредственное участие в формообразовании и контроле обрабатываемой детали и обычно несут соответствующий инструмент.
2. Целевые механизмы холостых ходов, обеспечивающие подготовку и совершение рабочих ходов. Эти механизмы выполняют самые разнообразные функции, такие, как транспортирование, зажим, фиксация или поворот обрабатываемой заготовки, удаление отходов и стружки.
3. Целевые механизмы управления, служащие для осуществления заданной последовательности обработки заготовки на АЛ.
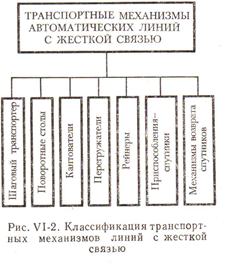
На рис. VI·2 приведена классификация транспортных механизмов автоматических линий с жесткой связью. Система межстаночного транспорта с жесткими транспортными связями между станками линии включает в себя ряд типовых целевых механизмов и устройств, характерных для этой системы. Основную группу механизмов транспорта с жесткой связью составляют шаговые транспортеры, осуществляющие шаговое перемещение каждой детали на следующую позицию.