

Профилирование фасонных резцов
Наиболее сложной частью при расчете и конструировании фасонных резцов является определение фасонного профиля режущей части.
Выше говорилось о том, что профиль фасонного резца не соответствует профилю обрабатываемой детали, отличается от него.
Поэтому для изготовления фасонного резца необходимо определить размеры его профиля.
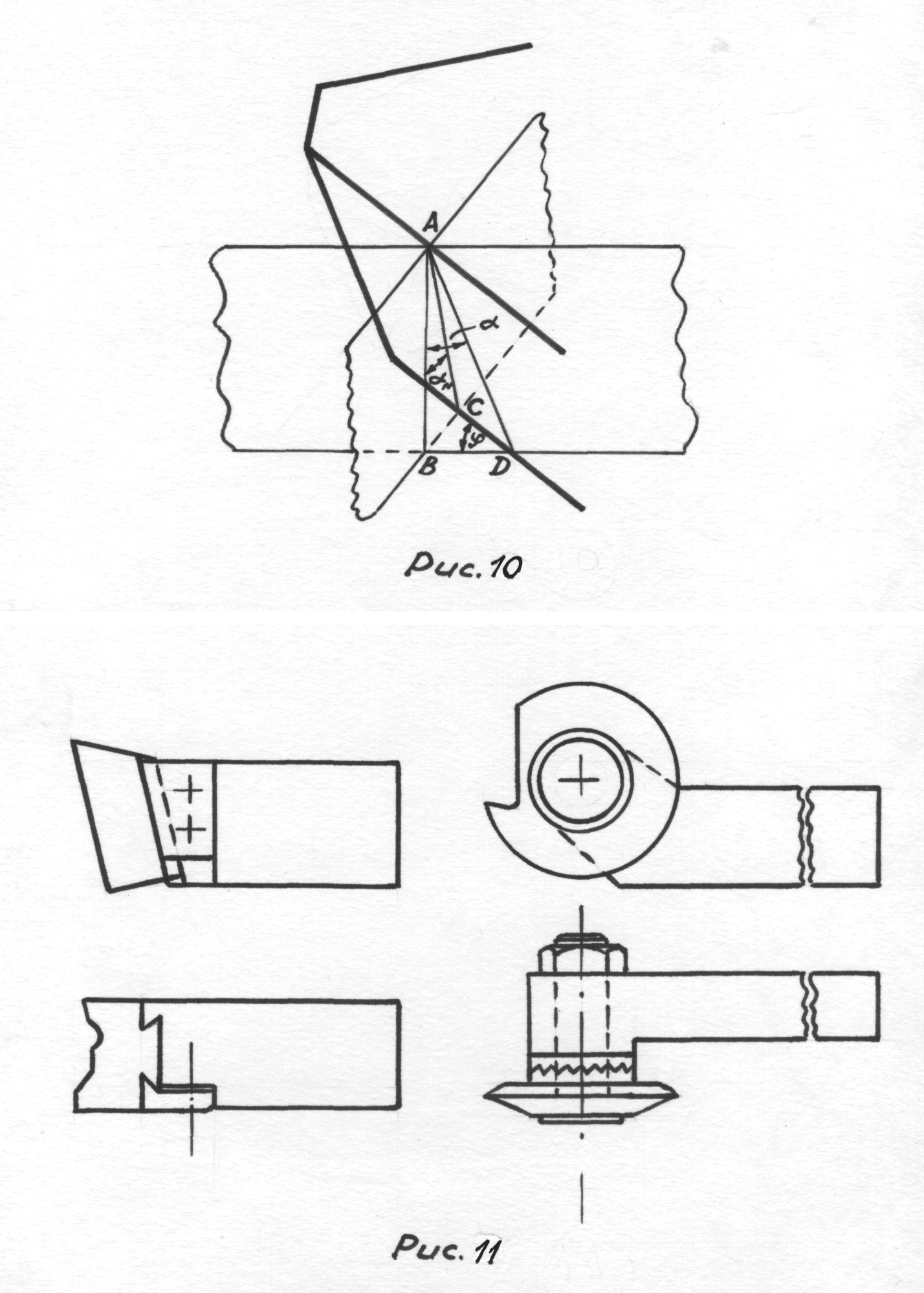
Для правильного изготовления резца необходимо знать размеры профиля в двух характерных плоскостях: в передней плоскости и в плоскости, нормальной к задней поверхности. Выбор этих плоскостей обусловлен технологическими обстоятельствами: в плоскости передней грани резца удобно производить контроль профиля, а размерам профиля резца в нормальном сечении к задней грани должны соответствовать размеры профиля инструмента II порядка, то есть инструмента для чистовой обработки этого резца. Обычно таким инструментом служит шлифовальный круг с размерами профиля в осевом сечении, соответствующими размерам профиля резца в сечении, нормальном к его задней поверхности. Такой профиль образуется на шлифовальном круге специальной правкой.
Расчет профиля или профилирование фасонного резца может выполняться графически и аналитически, В качестве основного используется аналитический (расчетный) метод, так как требуется высокая точность расчета - до 0,001 мм, графический метод, основу которого составляют принципы начертательной геометрии, используется как вспомогательный - для проверки правильности аналитического расчета.
Аналитический расчет профиля призматических и круглых фасонных резцов
Наиболее распространенными конструкциями фасонных резцов являются призматический и круглый с параллельным расположением базы кре
 ления
и оси резца относительно оси обрабатываемой
детали, работающие с радиальной подачей.
ления
и оси резца относительно оси обрабатываемой
детали, работающие с радиальной подачей.
Аналитический расчет таких резцов упрощается за счет того, что осевые размеры (вдоль оси обрабатываемой детали) у резца такие же, как у детали, и расчет сводится к определению только радиальных (по отношению к детали) размеров или, как их обычно называют, высот профиля резца.
Достаточно рассмотреть расчет для одной точки профиля резца, для других точек, определяющих конфигурацию профиля и поэтому называемых "узловыми", принцип расчета будет тот же, изменятся лишь исходные параметры для расчета, то есть размер соответствующего участка профиля детали.
Вопрос: Затылованный инструмент. Назначение и виды затылования.
Фасонные фрезы с затылованными зубьями получили большое распространение из-за следующих положительных качеств:
неизменность профиля обрабатываемой детали в течение всего
периода эксплуатации фрезы;
увеличение стружечных канавок по мере переточки фрезы;
простота в эксплуатации, связанная с простотой заточки по передней грани, которая осуществляется торцом или конической поверхностью заточного круга без специальных приспособлений.
При конструировании затылованных фрез необходимо учитывать их недостатки по сравнению с острозаточенными:
малое число зубьев;
ниже частота обработки;
ниже стойкость;
меньше производительность.
Наряду со специальными фрезами с самым разнообразным фасонным профилем имеется целый ряд стандартных затылованных фрез:
полукруглые выпуклые и вогнутые;
дисковые зуборезные (модульные);
червячные зуборезные;
резьбонарезные;
для стружечных канавок различных инструментов и др.