

4 Элементы конструкций станочных приспособлений
В любом приспособлении можно выделить отдельные группы деталей и механизмы, имеющие одинаковое назначение. Их принято называть элементами.
Под элементом приспособления понимают деталь или элемент конструкции, выполняющий определенную функцию.
По функциональному назначению элементы приспособлений делят на:
- установочные, которые определяют правильность установки обрабатываемых деталей в приспособлении относительно инструмента;
- зажимные, которые устраняют возможность вибрации или смещения заготовки относительно установочных элементов под действием собственного веса и сил, возникающих в процессе обработки (сборки). Необходимость применения зажимных устройств механизмов исчезает в двух случаях: а) когда обрабатывают (собирают) тяжелую, устойчивую заготовку (сборочную единицу), по сравнению с весом которой силы обработки (сборки) малы; б) когда силы, возникающие при обработке (сборке), приложены так, что они не могут нарушить положение заготовки, достигнутое базированием;
- установочно-зажимные – выполняют одновременно функции установочных и зажимных элементов (например, трехкулачковый самоцентрирующий патрон). Их применяют для повышения точности положения координатной системы технологический базы относительно координатной системы приспособления при установке. Установочные элементы в таком механизме должны быть подвижными в направлении зажима, а для сохранения установочных свойств, закон их относительного движения должен быть одинаково задан и реализован в конструкции приспособления с достаточной точностью;
- силовые приводы, основное назначение которых – создание исходной силы тяги, необходимой для зажима заготовки. Кроме этого силовые приводы используют для механизации и автоматизации приемов загрузки и выгрузки заготовок, поворота приспособления, включения и выключения станка, удаления стружки, транспортирования деталей и др.;
- элементы для определения положения и направления инструментов (шаблоны, установы, кондукторные втулки, копиры и т.п.);
- делительные устройства, предназначенные для изменения положения обрабатываемой детали в приспособлении без нарушения ее положения относительно инструмента;
- корпуса приспособлений;
- вспомогательные элементы (рукоятки, сухари, шпонки и т.п.).
4.1 Установка заготовок при обработке на станках. Установочные элементы приспособлений
Под установкой заготовок понимают последовательное выполнение двух приемов: базирования и закрепления. Базирование осуществляется доведением до полного контакта баз заготовки с установочными элементами приспособления, а закрепление – приложением сил и пар сил к заготовке для обеспечения постоянства ее положения, достигнутого при базировании.
4.1.1 Базирование заготовок
Базирование – это придание заготовке или детали (изделию) требуемого положения относительно выбранной системы координат. Это положение заготовки достигается наложением геометрических связей через соприкосновение поверхностей самой заготовки с поверхностями других тел (стол станка, установочные элементы приспособления и т.п.) и приложения сил и пар сил для обеспечения контакта между ними. При наложении геометрических связей заготовка лишается трех перемещений вдоль координатных осей OX, OY, OZ и трех поворотов вокруг этих осей, т.е. она становится неподвижной в выбранной системе координат OXYZ.
Заготовка (деталь), ограниченная в пространстве совокупностью реальных поверхностей (цилиндрической, плоской, конической, сферической и т.п.), может контактировать с телами, определяющими ее положение, в общем случае лишь по отдельным элементарным площадкам, условно считаемыми точками контакта.
Шесть связей, лишающих заготовку движения в шести направлениях, могут быть созданы контактом соединяемых тел в шести точках. В случае идеализации формы поверхностей считается, что осуществление необходимых связей достигается контактом заготовки с другими телами по поверхностям, а наличие реальных связей символизируется опорными точками, имеющими теоретический характер. Для придания требуемого положения заготовке с использованием ее плоскостей симметрии или осей поверхностей связи должны быть наложены непосредственно на плоскости симметрии, оси, линии или точки их пересечения.
Материализация координатных плоскостей точками контакта исходит из физической сущности сопряжения тел по поверхностям, имеющим отклонения формы от идеального. Положение заготовки или детали, устанавливаемой на реальные поверхности, определяется через координаты точек контакта, возникающих на базах.
Теория базирования является общей и распространяется на все тела, которые могут рассматриваться как твердые, в том числе и на изделия машино- и приборостроения в сборе и на всех стадиях производственного процесса: механическая обработка, транспортирование, измерение, сборка, ремонт, эксплуатация и т.д.
Базой называется поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке (детали, изделию) и используемая для базирования.
Согласно ГОСТ 21495-76 базы можно классифицировать по нескольким признакам следующим образом.
1) По назначению базы делятся на:
а) конструкторские – для определения положения детали или сборочной единицы в изделии (основные), или определения положения присоединяемого к ним изделия (вспомогательные);
б) технологические - для определения положения заготовки (детали, изделия) при их изготовлении или ремонте;
в) измерительные - для определения относительного положения заготовки (детали, изделия) и средств измерения.
2) По лишаемым степеням свободы различают следующие базы:
а) установочную, которая лишает объект трех степеней свободы – перемещения вдоль одной координатной оси и поворотов вокруг двух других осей;
б) направляющую, которая лишает объект двух степеней свободы - перемещения вдоль одной координатной оси и поворот вокруг другой оси;
в) опорную, которая лишает объект одной степени свободы - перемещения вдоль одной координатной оси или поворота вокруг оси;
г) двойную направляющую, которая лишает объект четырех степеней свободы – перемещений вдоль двух координатных осей и поворотов вокруг этих же осей;
д) двойную опорную, которая лишает объект двух степеней свободы – перемещений вдоль двух координатных осей.
3) По характеру проявления база может быть:
а) скрытой – в виде воображаемой плоскости, оси или точки;
б) явной – в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Кроме того, различают:
- проектную базу, которая выбирается при проектировании изделия, технологического процесса изготовления или ремонта этого изделия;
- действительную базу, которая фактически используется в конструкции, при изготовлении, эксплуатации или ремонте изделия.
Конструктор, пользуясь конструкторскими базами, задает размеры и (или) положение отдельных простейших поверхностей на чертеже детали. Технологу важно определить по чертежу основную конструкторскую базу данной детали или сборочной единицы (например, торец и отверстие зубчатого колеса), чтобы правильно построить технологический процесс обработки детали или сборки изделия.
В процессе изготовления деталь проходит путь от заготовки до готовой детали в соответствии с маршрутной технологией. При этом на каждой из операций технологического процесса имеются обрабатываемые и необрабатываемые поверхности. Последние используются в качестве конструкторских (измерительных) и технологических баз.
Конструкторской базой обрабатываемой поверхности называется совокупность элементов детали (заготовки), с которыми обрабатываемая поверхность или ее ось связана координирующими размерами или допусками расположения на чертеже (операционном эскизе) (рис. 4.1).
Под элементом детали понимают поверхность, линию пересечения поверхностей, ось или плоскость симметрии, точку, которые принадлежат детали.
Если два элемента детали связаны координирующими размерами или допусками взаимного расположения, то любой из них можно принимать за базу относительно другого (принцип обратимости конструкторских баз).
Обрабатывают деталь обычно на разных станках согласно операционным эскизам. На каждой операции (установке) деталь предварительно базируют на станке, затем закрепляют и производят обработку одной или нескольких поверхностей. Каждая обрабатываемая поверхность (группа поверхностей) должна иметь свою технологическую базу.
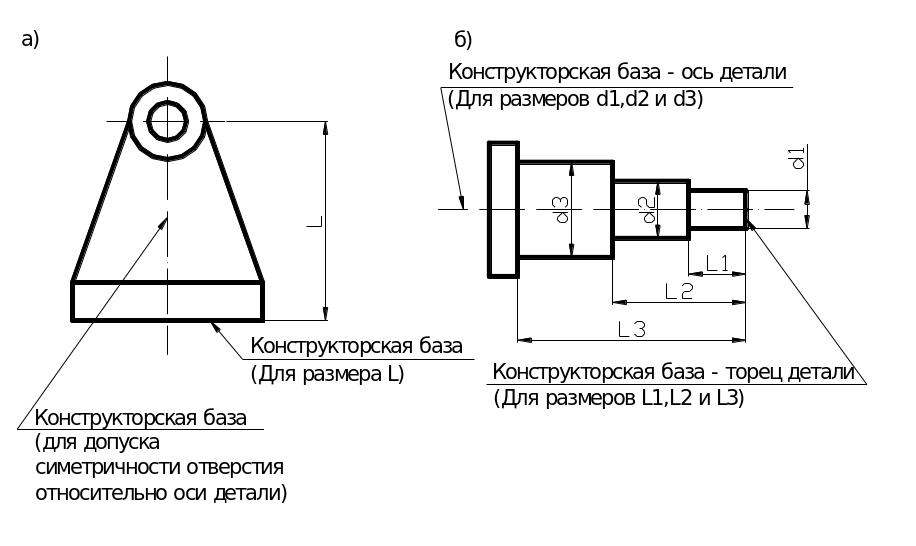
Рис. 4.1- Примеры определения положения конструкторских баз для обрабатываемого сквозного отверстия (а) и ступенчатого вала (б).
Технологической базой обрабатываемой поверхности называется совокупность элементов детали (заготовки), с помощью которых эту поверхность или ее ось правильно ориентируют на станке относительно траектории режущего инструмента. В некоторых случаях, наоборот, режущий инструмент ориентируют относительно технологической базы обрабатываемой поверхности.
Технологическая база может быть опорной или проверочной. Соответственно применяют два метода базирования:
- по опорным технологическим базам;
- по проверочным технологическим базам.
Под опорной технологической базой понимают совокупность элементов детали (заготовки), которыми при базировании она непосредственно соприкасается с установочными элементами приспособления.
Под проверочной технологической базой понимают совокупность элементов детали (заготовки), по которым производится выверка ее положения на станке при базировании. В качестве проверочной базы, кроме поверхностей, могут служить линии, оси и центры, наносимые разметкой, а иногда и сами обрабатываемые поверхности.
Выверка производится с помощью различных измерительных инструментов, при этом деталь приходится смещать, подклинивать и т. п. Базирование деталей с выверкой отнимает много времени и применяется обычно в единичном производстве.
Базирование по опорным технологическим базам не требует выверки и разметки, необходимая ориентация детали достигается сразу же, как только ее базовые поверхности войдут в контакт с установочными элементами (опорами) приспособления. Такое базирование выполняется значительно быстрее, не требует высококвалифицированного труда и применяется в серийном и массовом производстве.