

13.6.3 Захватные устройства магнитные, вакуумные и с эластичными камерами
Магнитные захватные устройства могут быть с постоянными магнитами и электромагнитные. Такие устройства пригодны для захвата деталей только из магнитных материалов, преимущественно с плоскими поверхностями. Электромагнитные захваты имеют простую конструкцию и состоят из катушки и сердечника. Они комплектуются на базе небольших электромагнитов, установленных на общей раме (рис. 13.13, а и б). Такие захваты можно использовать для переноса фасонных, круглых и других поверхностях.
При включении тока захват срабатывает. Захваты с постоянными магнитами имеют более сложную конструкцию и не нашли применения, так их необходимо оснащать специальными устройствами для освобождения детали.
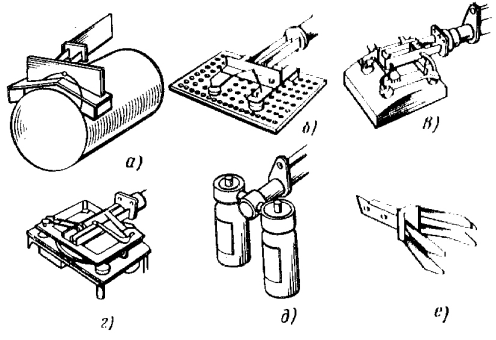
Рис. 13.13. Захватные устройства: а и б – электромагнитные; в и г – вакуумные; д и е – с эластичными камерами.
Вакуумные захватные устройства (присоски) могут быть с простым присосом и принудительным поддержанием вакуума (высасывающие чаши). Применение: для захвата и переноса заготовок с плоскими, ровными поверхностями. Основные элементы: присоски и устройства для создания вакуума. Присоски изготавливают из резины или пластмассы. Обычно для захвата детали используют несколько присосок.
Распространенным устройством для создания вакуума являются эжекторы. В этом случае разрежение получается без специальной насосной установки за счет энергии сжатого воздуха, получаемого из заводской сети. Основой эжектора является тройник, в который вклеивают или впаивают пробки с отверстиями малого диаметра.
В вакуумном захватном устройстве (рис. 13.13, в) с четырьмя присосками вакуум создается эжектором, общим для всех присосок и расположенным на раме захвата. В конструкциях захватов, показанных на рис. 13.13, г, эжекторы установлены в каждой присоске, причем они выполняют также и роль присоединительной арматуры воздухопровода.
Захватные устройства с эластичными камерами (рис. 13.13, д) применяют для захвата хрупких деталей. Их действие основано на деформации эластичной камеры под действием давления воздуха или жидкости. Захватное устройство с эластичными камерами-пальцами (рис. 13.13, е) применяют для удерживания деталей как за наружную, так и за внутреннюю поверхность. Обращенные внутрь поверхности пальцев менее эластичны, чем их тыльные стороны, поэтому при подаче давления они изгибаются и прилегают к детали, повторяя ее конфигурацию.
14 Методика конструирования специальных приспособлений
Конструирование приспособления тесно связано с разработкой технологического процесса изготовления данной детали. В задачи технолога входят: выбор заготовки и технологических баз, установление маршрута обработки, уточнение содержания технологических операций с разработкой эскизов обработки, которые дают представление об установке и закреплении заготовки, определение промежуточных размеров по всем операциям, установление режимов резания, определение штучного времени на операцию по элементам, выбор типа и модели станка.
Общая схема приспособления и принцип его действия определяется технологом и выдается конструктору в качестве исходных данных. Задачи конструктора:
1) конкретизация принятой технологом схемы установки
2) выбор конструкции и размеров установочных элементов приспособления
3) определение величины силы закрепления
4) уточнение схемы и размеров зажимного устройства
5) определение размеров направляющих деталей приспособлений
6) общая компоновка приспособления с установлением допусков на изготовление детали
Конструкцию специального приспособления разрабатывают в 2 этапа:
проектирование приспособления
конструирование
На первом этапе выбирают, обосновывают и рассчитывают элементы приспособления. Определяют техническую и экономическую целесообразность возможных вариантов конструкции приспособления.
На втором этапе из выбранных элементов разрабатывают общий вид приспособления и рабочие чертежи оригинальных деталей. Для правильного решения всех вопросов проектирования конструктор должен иметь полные исходные данные.
Исходными данными для конструирования приспособлений являются:
1) чертежи заготовки и готовой детали с техническими требованиями. Изучая их, конструктор получает сведения о форме, размерах, припусках и допусках на деталь, о шероховатости, материале детали, местах разъема, штампов, по термообработке и другое. По возможности следует пользоваться образцом детали.
2) операционные эскизы на предшествующую и выполняемую операцию. Они характеризуют схему базирования и закрепления детали на этих операциях, показывают какие поверхности уже обработаны, какие не обработаны, из них видна точность обработки.
3) карты технологического процесса обработки деталей, в которых указаны последовательность и содержание операций, базирование, применяемые инструменты и оборудования, режимы резания, проектная норма штучного времени, возможно, выделение времени на установку детали.
4) объем выпуска деталей, необходимо, когда не оговорено вспомогательное время.
5) ГОСТы и нормали на узлы и детали станочных приспособлений, альбомы нормализованных конструкций в приспособлениях, паспорта о размерах посадочных мест станков.
Прежде чем приступить к конструированию, конструктор должен изучит данные, выявить технологические возможности инструментального производства, где будут изготавливаться приспособления, выявить на складе наличие нормализованных деталей и узлов, изучить работу аналогичных приспособлений. Если в процессе этой проработки конструктор создает более рациональную схему приспособления, которая улучшает построение операций, то после согласования с технологом, это изменение вносят в технологический процесс.
Конструкция приспособления должны отвечать ряду требований, которые необходимо учесть при выборе отдельных элементов и при разработке общей компоновки приспособлений:
1) приспособление должно обеспечить получение точности. Это достигается выбором соответствующей конструкции и точности элементов приспособления; жесткостью корпуса приспособления, гарантирующей неизменность положения приспособления и отсутствие вибрации; надежностью зажимов, обеспечивающих неизменность положения детали во время обработки; точностью установки приспособления на станке.
2) приспособление должно обеспечить заданную производительность операции. Обеспечивается применением механизированных и автоматизированных зажимных механизмов и силовых приводов, также автоматизацией других рабочих приемов по обслуживанию приспособления.
3) приспособление должно облегчать труд рабочего.
4) приспособление должно быть удобным в эксплуатации. Обеспечивается за счет: а) удобства установки и снятия детали; б) удобства расположения рукояток; в) легкости очистки от стружки; г) простоты установки приспособления на станке; д) отсутствие мелких частей, которые могут затеряться.
5) приспособление должно обладать ремонтопригодностью. Обеспечивается выбором соответствующей конструкции быстроизнашивающихся деталей и способу их крепления на приспособлении.
6) приспособление должно обеспечить безопасность работы, что достигается применением зажимных механизмов с самотормозящими звеньями, специальных блокировочных устройств, обеспечивающих отключение станка при внезапном раскреплении заготовки.
7) приспособление должно быть экономически целесообразным.
Кроме общих требований в зависимости от назначения приспособлению может быть предъявлен ряд дополнительных, которые конструктор должен обеспечить при разработке. Все эти требования являются обязательными для обеспечения работы приспособления.