

3.2 Универсально-наладочные приспособления.
Система универсально-наладочных приспособлений (УНП) основана на использовании сменных наладок к универсальной нормализованной части приспособления.
Приспособления системы УНП состоят из двух частей:
- постоянной, куда обычно относится корпус приспособления и привод;
- сменной, в которую входят направляющие, установочные и зажимные элементы.
В этих приспособлениях, также как и в УСП, обеспечивается принцип обратимости, т.к. они используются для выполнения комплекса различных детале-операций.
УНП применяются в серийном производстве. При запуске новой партии деталей приспособление не снимается со станка, а производится лишь перестановка сменных элементов и их регулировка. Сменные детали и узлы УНП не сдаются на склад, а хранятся на рабочем месте у станка. На перестановку сменных элементов требуется очень мало времени. Это приводит к сокращению подготовительно-заключительного времени и улучшению использования оборудования.
Применение УНП сокращает сроки подготовки производства, удешевляет стоимость приспособлений, т.к. наиболее дорогие элементы приспособлений – корпус и привод сочетаются с различными сменными наладками и создают целый ряд специальных приспособлений.
Примерами УНП могут быть машинные тиски, скальчатые кондукторы, пневматические патроны со сменными кулачками, планшайбы с переставными угольниками, раздвижные кондукторы для сверления отверстий во фланцах различного диаметра и др. При обработке мелких деталей на фрезерных и др. станках применяются УНП со сменными кассетами.
Количество переналаживаемых приспособлений непрерывно растет. Приобретается опыт их эксплуатации. Это создает прочную основу дальнейшего развития системы УНП.
УНП применяются при обработке деталей, закрепленных за групповой поточной линией. Кроме того, для групповых поточных линий применяются комбинированные приспособления для одновременной обработки нескольких деталей.
3.3 Экономический анализ вариантов приспособлений
Для выполнения одной и той же технологической операции могут быть использованы приспособления равноценные по точности, но различные по сложности, стоимости и производительности. Предпочтение отдается тому приспособлению, которое дает наименьшую стоимость операции.
Экономическое обоснование выбора того или иного варианта приспособления основывается на сопоставлении технологических себестоимостей операции, по одному и другому варианту, включающих в себе лишь те статьи себестоимости, которые зависят от применяемо приспособления.
Все статьи технологической себестоимости условно делятся на две группы:
1) переменные расходы, зависящие от объема производства. Сюда входят:
З – зарплата станочника;
Sэ.ст. – стоимость эксплуатации станка;
Аст. – стоимость амортизации станка;
Wxx – стоимость электроэнергии, расходуемой на холостые ходы станка.
Эти расходы считаются на 1 деталь.
2) постоянные расходы, не зависящие от объема производства. Сюда относятся:
Sн – годовая стоимость наладки приспособления;
Апр = 0,6Sпр – стоимость амортизации и эксплуатации приспособления, где Sпр – стоимость приспособления.
Эта статья расходов исчисляется из расчета, что при трех годичном сроке службы приспособления амортизация составляет 33%, а эксплуатационные расходы на содержание приспособления составляет примерно 27% от его стоимости.
Тогда годовая технологическая себестоимость Ег.т. будет равна:
Ег.т. = (3 + Аст. + Sэ.ст. + Wxx) П + Sн + 0,6Sпр;
где П – годовая программа деталей, обрабатываемых в данном приспособлении.
Если ввести обозначения
V = 3 + Аст. + Sэ.ст. + Wxx – переменные расходы;
С = Sн + 0,6Sпр – постоянные расходы,
то Ег.т. = V П +С.
Эта зависимость легко представляется графически линией в координатах ЕОП, у которой переменные расходы характеризуют угол наклоны прямой, а постоянные величины – отрезок на оси Е.
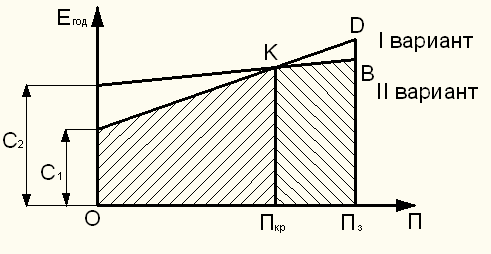
Если сравнить два варианта приспособлений, то будем иметь следующие уравнения:
Е1 = V1 П +С1 и Е2 = V2 П +С2.
Выразим это графически (см. рисунок выше). Для примера зададимся, что С1<С2 и V1>V2 , тогда график будет иметь вид как на рисунке.
Рассмотрение графика показывает, что при годовой программе меньшей Пкр первый вариант приспособления дает меньшую технологическую себестоимость, а при программе большей Пкр – выгоднее второй вариант. При программе Пкр оба варианта равноценны, то есть Е1=Е2.
V1 Пкр +С1 = V2 Пкр +С2;
Пкр
= ![]() .
.
Для определения стоимости приспособлений Sпр можно пользоваться заводскими данными или, подсчитав приближенно по формуле:
Sпр = Спр N;
где N – количество деталей в приспособлении;
Спр – постоянная, зависящая от стоимости приспособления и его габаритных размеров.
Величина Спр принимается:
- для простых приспособлений Спр=1,5;
- для приспособлений средней сложности Спр=3,0;
- для сложных приспособлений Спр=4,0.
Количество оснастки, применяемой на машиностроительных заводах столь велико, что необходимо всемерно стремиться к снижению ее стоимости. Для этого необходимо:
- количество деталей приспособления сводить к минимуму;
- облегчать вес приспособлений без снижения его жесткости;
- проектировать детали простой формы и наименьшим количеством мест обработки;
- максимально применять нормализованные и стандартизованные детали и узлы;
- использовать вышедшие из употребления приспособления, снимая или переделывая узлы и так далее.