

12 Приспособления для групповой обработки
В основном для групповой обработки применяются приспособления из систем СНП, СБП, УНП, СРП.
В условиях серийного производства и частой смене объектов производства широко используются специализированные переналаживаемые приспособления.
Применяются приспособления, которые позволяют производить обработку различных типов и типоразмеров деталей в некотором диапазоне размеров. Настройка таких приспособлений может производиться за счет замены специальной наладки, приспособленной к конфигурации данной детали, и тогда система приспособлений называется – СНП, или за счет регулирования положения элементов приспособления без замены наладки – СБП. Кроме этих систем приспособлений для переменно-поточной обработки применяют приспособления комбинированного типа для последовательной обработки закрепленных за данным станком деталей без переналадки.
На рис. 12.1 показано приспособление, в которое можно устанавливать детали разных размеров без смены установочных и зажимных элементов.
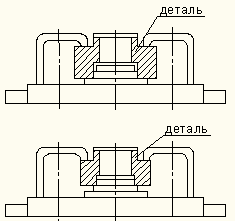
Рис. 12.1. Схемы установки деталей на специальное приспособление для групповой обработки.
Такие приспособления разрабатываются для деталей одного класса.
Широкое применение находят приспособления комбинированные для одновременной установки нескольких деталей, закрепленных за станком, на котором производят групповую обработку. Такие приспособления предназначены для обработки деталей различных типоразмеров (на сверлении, фрезеровании др.). (рис. 12.2).
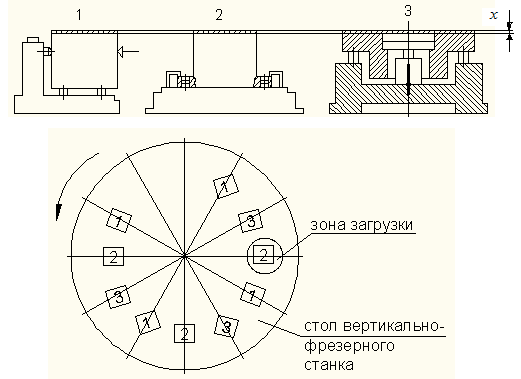
Рис. 12.2. Комбинированное приспособление для групповой обработки.
На круглый стол вертикально-фрезерного станка установлены обычные приспособления 1, 2 и 3, в которых одновременно обрабатываются детали различных типоразмеров. Рабочий, обслуживающий станок, загружает эти приспособления в указанной последовательности и снимает обработанные заготовки на участке загрузки. Перевод станка на переменно-поточную обработку может производиться без съема приспособлений; в этом случае в каждом приспособлении последовательно обрабатываются партии прикрепленных заготовок. Остальные приспособления в это время не используются.
Для групповой обработки применяют также комбинированные приспособления со сменными деталями. Закрепленные за этим приспособлением заготовки разного типоразмера пропускают через одну или партиями. На рисунке 12.3 дана схема кондуктора, на котором можно сверлить отверстия в кольцах разного диаметра.
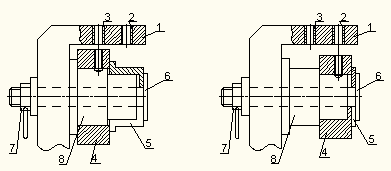
Рис. 12.3. Кондуктор для сверления отверстий в деталях двух типоразмеров. 1 – корпус приспособления, 2, 3 – кондукторные втулки, 4 – деталь, 5 – шайба, 6 – шток с резьбой, 7 – гайка, 8 – оправка.
Применение комбинированных приспособлений для переменно-поточной и групповой обработки обеспечивает лучшее использование оборудования во времени и снижение себестоимости обработки.
Конструированию этих приспособлений предшествует большая работа по выбору схемы и общей компоновки приспособления. Ее выполняют после тщательного подбора деталей по общности конструктивных и технологических признаков и разработки технологических процессов изготовления отобранных групп деталей. От подготовительной работы во многом зависит эффективность использования групповой оснастки.
В условиях серийного производства и частой смене объектов производства для закрепления и обработки различных групп деталей широко используются и специализированные переналаживаемые приспособления. В этих случаях проектирование и изготовление специальных приспособлений экономически невыгодно. Наиболее целесообразным является применение приспособлений, рассчитанных на обработку различных типов и типоразмеров деталей в некотором диапазоне размеров. Настройка таких приспособлений для закрепления и обработки конкретной детали может производиться за счет замены специальной наладки, приспособленной к конфигурации обрабатываемой детали, и тогда приспособление называется специализированным наладочным (СНП), или за счет регулирования положения элементов приспособления без замены наладки, и тогда приспособление называется специализированным безналадочным (СБП).
Специализация приспособлений для обработки различных групп деталей может быть произведена в соответствии с определителем деталей общемашиностроительного применения.