

11.2 Специальные сборочные приспособления
Они состоят из тех же элементов, что и станочные приспособления. Назначение каждой группы элементов также аналогично. В связи с тем, что в сборочном приспособлении детали устанавливаются обработанными поверхностями, особое значение приобретают требования о недопустимости порчи базовых поверхностей детали. Для обеспечения этого требования установочные элементы должны иметь большие опорные поверхности. Кроме этого установочные элементы часто облицовывают твердой резиной или пластмассой. Зажимные устройства не должны деформировать собираемые детали и не должны портить обработанные поверхности. Поэтому зажимные элементы имеют мягкие вставки.
Специальные сборочные приспособления имеют большое конструктивное разнообразие. По целевому назначению выделяют следующие группы:
Приспособления для крепления базовых деталей и узлов собираемого объекта (зажимные устройства). Они придают детали необходимую устойчивость против сил и моментов, возникающих при выполнении сборочных операций. Наиболее просты по конструкции. Такие приспособления часто делаются поворотными, чтобы узел был доступен с большинства сторон, что создает удобство сборки и повышает производительность. На рис. 11.3. показано поворотное приспособление для крепления базовой детали.
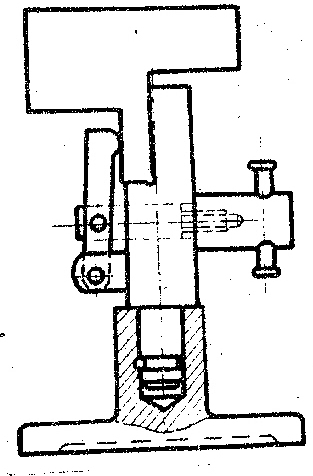
Рис. 11.3. Приспособление для крепления базовой детали.
При необходимости такие приспособления имеют фиксатор и крепление поворотной части.
Расчет зажимных механизмов сборочных приспособлений производится по той же методике, что и приспособлений для механической обработки. Зажимной механизм должен противодействовать сдвигающему и проворачивающему действию сил, возникающих в сборке.
Приспособления для крепления базовых деталей и узлов могут быть одноместными и многоместными.
Приспособления этой группы часто располагаются на сборочном конвейере.
2) Приспособления для точной и быстрой установки собираемых деталей и узлов. Обеспечивают точное взаимное расположение сопрягаемых деталей. Применяются для сварки, пайки, склеивания, развальцовки, винтовых и других видов сборочных соединений.
3) Приспособления для предварительного деформирования собираемых элементов. Применяются для предварительного сжатия пружин, когда нужно преодолеть упругие силы. Облегчают труд сборщика и повышают производительность.
4) Приспособления сборочных работ для изменения положения собираемого изделия. Это поворотные приспособления, позволяющие придавать объекту сборки требуемое положение.
Поворот осуществляется вручную или с помощью специальных устройств. В требуемом положении поворотная часть обычно фиксируется и крепится.
На рис. 11.4. показана схема приспособления, предназначенного для перевертывания изделия, проходящего сборку на рольганге.
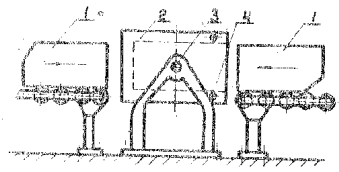
Рис. 11.4. приспособления для перевертывания изделия.
Изделие 1 заводится в коробку 2 приспособления, переворачивающегося на 1800 вокруг цапф 3, вследствие чего оно оказывается перевернутым на 1800 на другой стороне рольганга. Упоры 4 ориентируют положение изделия в коробке.
5) Приспособления для запрессовки и снятия туго посаженных деталей. Эти приспособления могут быть двух видов:
- приспособления к универсальным прессам;
- приспособления, самостоятельно создающие усилие запрессовки.
Приспособления к универсальным прессам обеспечивают правильное направление соединяемым деталям в процессе запрессовки. Для этой цели обе детали должны строго центрироваться в корпусе приспособления своими базовыми поверхностями.
На рис. 11.5. представлены схемы приспособлений к универсальным прессам.

Рис. 11.5. Схемы приспособлений к универсальным прессам.
Для запрессовки легкодеформируемой втулки 3 (рис. 11.5) в приспособлении имеется направляющая оправка1, которая устраняет возможность порчи тонкостенной втулки при запрессовке. На верхнюю часть оправки одевается втулка 3. Нижняя часть оправки имеет увеличенный диаметр, больше диаметра охватывающей детали, благодаря чему обеспечивается правильное направление движения втулки при ее запрессовке.
На рис. 11.5. показано приспособление, в котором для предотвращения перекоса тонкого диска 2 применяется направляющая гильза 3, а положение вила 5 определяется корпусом 4. Запрессовка производится ползуном 1. Пружина 7 возвращает гильзу 3 в исходное положение.
Соединения, осуществляемые с натягом, требуют приспособлений как для сборки, так и для разборки. Для разборки применяются приспособления, которые обычно называются съемниками.
По способу создания осевого усилия съемники бывают механические, гидравлические и пневматические. Наибольшее распространение имеют механические съемники. Различают три типа механических съемников: рычажные, винтовые и эксцентриковые.
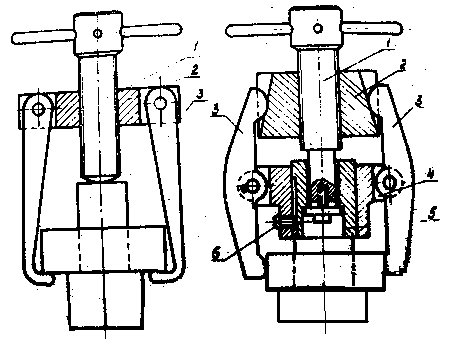
Рис. 11.6. Типовой и специальный винтовой съемники.
На рис. 11.6. показаны типовой и специальный винтовой съемники. Специальный съемник состоит их двух прихватов 3, закрепленных шарнирно на хомутике 4. Один конец прихватов, зажимающий деталь, имеет зубчики, врезающиеся в деталь, другой конец опирается на наклонные поверхности гайки 2. Хомутик 4 свободно сидит на наконечнике 5 винта 1. Стопорный винт 6 позволяет хомутику перемещаться в осевом направлении по наконечнику, но удерживает его от вращения.
Наконечник винта упирается в одну, а прихваты подводятся к другой из разъединяемых деталей.
При вращении винта 1 гайка 2, перемещаясь по винту вверх, вначале разводит верхние концы рычагов 3 и зажимает деталь, а при дальнейшем перемещении тянет за собой прихваты с хомутиком и разъединяет детали.