

8 Приспособления для фрезерных станков
Фрезерные приспособления характеризуются применением установов для быстрой настройки фрез и направляющих шпонок, которые служат для правильного расположения приспособления относительно стола станка. Шпонки крепятся на основании корпуса приспособления (2 штуки) и водятся в один из пазов стола станка, совмещая продольную ось приспособления с направлением продольного хода стола. Шпонки повышают устойчивость приспособления при обработке. Они воспринимают крутящий момент от сил резания и таким образом разгружают крепежные элементы приспособления. Установы размещаются так, чтобы не мешать установке и снятию детали, и чтобы было удобно контролировать положение инструмента щупом. Рабочие поверхности установ связываются с базовыми или установочными элементами приспособления размерами, точность которых определяется допуском ±0,05-0,1 мм.
При обработке детали набором фрез (на одной оправке) с помощью установа проверяется положение лишь одной фрезы.
Фрезерные приспособления классифицируются по двум признакам:
1)по характеру подачи детали при обработке (делятся на приспособления с прямолинейной, круговой и сложной подачей);
2)по степени использования машинного времени на установку и снятие детали (приспособления без совмещения машинного времени со временем на установку и снятие детали и приспособления с совмещением машинного времени на установку и снятие детали).
Каждое приспособление имеет и первый и второй признаки.
8.1 Приспособления для фрезерования без использования машинного времени на смену обрабатываемых деталей
Наиболее распространенными приспособлениями этой группы являются машинные тиски с ручным или механизированным приводом.
Машинные тиски с ручным винтовым зажимом состоят из корпуса с закрепленной на немодной неподвижной губкой и второй подвижной губки, перемещаемой с помощью винта. На губках устанавливают сменные пластины, на рабочих поверхностях которых для большей надежности закрепления деталей наносят насечку. С целью увеличения срока службы сменных губок их подвергают закалке до твердости HRC 42-45. В отдельных случаях, при установке деталей по точно обработанным поверхностям, устанавливают незакаленные (сырые) сменные губки или применяют прокладки из цветных металлов.
Для установки и закрепления в тисках деталей, имеющих сложную форму, применяют сменные губки, устанавливаемые на торцовой или верхней плоскости неподвижной или подвижной губки или одновременно на обеих.
С целью расширения технологических возможностей, что особенно важно для условий единичного и мелкосерийного производства, используют тиски с поворотом в одной или в двух взаимно перпендикулярных плоскостях.
На рис 8.1 показана конструкция эксцентриковых тисков, применяемых для закрепления деталей небольших размеров. Тиски состоят из корпуса 1, неподвижной губки 3 и подвижной губки 2, которая перемещается при повороте эксцентрика 4. Учитывая, что ход эксцентрика имеет небольшую величину, то для установки деталей различных размеров стойку 5 с эксцентриком делают переставной. При этом для надежного закрепления стойки на верхней плоскости тисков и плоскости основания стойки нанесены рифления.
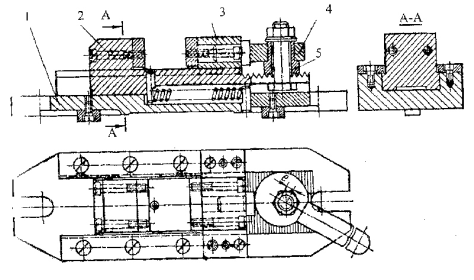
Рис. 8.1. Конструкция эксцентриковых тисков: 1 – корпус; 2 – подвижная губка;
3 – неподвижная губка; 4 – эксцентрик; 5 – стойка.
Значительно сократить время на зажим деталей можно за счет применения в тисках механизированных приводов. Наибольшее распространение получили тиски с пневмоприводом, которые обеспечивают достаточно большую силу зажима, быстродействие и большие эксплуатационные удобства.
Как правило, в конструкция станочных тисков с пневмоприводом для увеличения силы зажима используют различные системы рычагов, но при этом пропорционально увеличению силы зажима уменьшается ход подвижной губки. Поэтому в таких конструкциях тисков предусматривают возможность регулирования положения неподвижной губки в зависимости от размеров закрепляемых деталей.
В применяемых конструкциях пневматических тисков постоянство создаваемой силы зажима полностью зависит от давления воздуха в сети. Поэтому в зависимости от расхода воздуха в сети и в некоторой степени от его утечки давление колеблется и прямо пропорционально влияет на силу зажима. Кроме того, при внезапном прекращении подачи воздуха обрабатываемая деталь освобождается и, помимо поломки инструмента, возникает опасность для работающего на станке.
На рис 8.2 показана конструкция пневматических тисков с тарельчатыми пружинами. В этом случае зажим детали осуществляется при помощи тарельчатых пружин, а ее освобождение и отвод подвижной губки во время установки новой детали – при помощи пневмопривода. В результате развиваемая сила зажима остается постоянной по величине и зависит только от параметров тарельчатых пружин. При этом падение давления воздуха в сети даже до нуля не изменяет силы зажима.
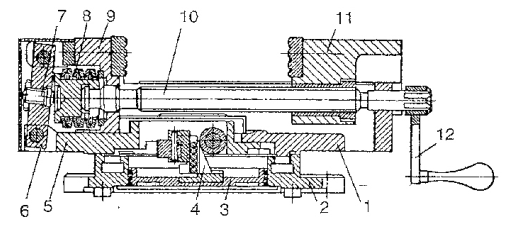
Рис. 8.2. Конструкция пневматических тисков с тарельчатыми пружинами:
1 – поворотный корпус; 2 – основание; 3 – пневмопривод; 4 – клиновой усилитель;
5 – тяга; 6 – рычаг; 7 – винт; 8 – тарельчатые пружины; 9 – неподвижная губка; 10 – винт; 11 – подвижная губка; 12 – рукоятка.
Тиски состоят из основания 2, на котором установлен поворотный корпус 1, пневмопривода 3, узла клинового усилителя 4, опирающегося на ролики; тяги 5; рычага 6; неподвижной губки 9; подвижной губки 11 и регулировочного винта 10. деталь зажимается тарельчатыми пружинами 8, перемещающими с помощью винта 10 подвижную губку 11. Освобождение детали происходит при подаче сжатого воздуха в нижнюю полость пневмопривода. При этом поршень перемещает вверх клин 4, который своей наклонной плоскостью сдвигает вправо тягу 5 и связанный с ним рычаг 6. Последний сжимает тарельчатые пружины 8 и перемещает винт 10 и подвижную губку 11. Установку подвижной губки 11 на размер закрепляемой детали производят поворотом винта 10 рукояткой 12. Усилие зажима можно регулировать натяжением тарельчатых пружин с помощью винта 7.
При выполнении работ, когда требуется обеспечить постоянство положения оси симметрии детали относительно режущего инструмента, применяют самоцентрирующие тиски. Конструкция таких тисков с ручным винтовым зажимом приведена на рис 8.3. Для установки деталей различных размеров применяют сменные призмы 1, закрепляемые непосредственно в корпусе 2. Деталь зажимается двумя рычагами 3, на нижних концах которых установлены плавающие гайки 5. Винт 4, имеющий на концах правую и левую резьбу, обеспечивает одновременное схождение и расхождение рычагов, а следовательно, происходит центричное зажатие детали. Для устранения осевого перемещения винта его центральную часть, имеющую выточку, устанавливают в подшипник 6.
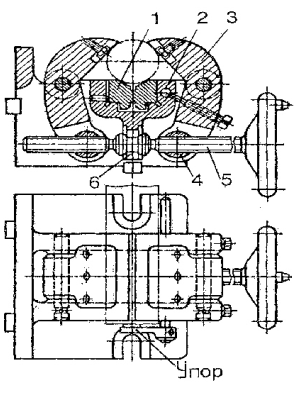
Рис. 8.3. Конструкция самоцентрирующих тисков: 1 – сменная призма;
2 – корпус; 3 – рычаги; 4 – плавающие гайки; 5 – винт; 6 – подшипник.
В условиях крупносерийного и массового производства применяют аналогичную конструкцию самоцентрирующих тисков, но с быстродействующим пневмоприводом. Для быстрого вращения винт обычно снабжают зубчатым колесом, а рейку, находящуюся в закреплении с ним, связывают со штоком пневмопривода.
При обработке нескольких различно расположенных поверхностей детали (шлицев, многогранников и т.п.) при одном ее установе и соответственно одном закреплении применяют многопозиционные приспособления. К ним относятся делительные головки и поворотные столы, которые в единичном и мелкосерийном производстве являются обязательной принадлежностью группы фрезерных станков. Для условий крупносерийного и массового производства, как правило, применяют специальные делительные приспособления как с горизонтальной, так и с вертикальной осью поворота.
Машинные тиски являются универсальными приспособлениями, допускающими переналадку. Корпус с салазками и механизм зажима тисков постоянные. Наладка состоит из сменных губок и других установочных элементов, которые проектируются и изготавливаются для каждой конкретной детали. Для установки сменных элементов на корпусе и салазках имеются Т-образные пазы. Конструкции тисков должны быть мощными, жесткими, компактными и быстродействующими.
К этой группе приспособлений относятся и поворотные приспособления, которые позволяют обрабатывать детали с разных сторон, не меняя установку детали. Фрезерные поворотные приспособления, так же, как и сверлильные бывают с горизонтальной, вертикальной и наклонной осью вращения. Универсальные поворотные столы и стойки имеют широкое распространение и нормализованы. Конструкции аналогичны сверлильным поворотным приспособлениям и делительным устройствам. Все поворотные фрезерные приспособления имеют надежное крепление поворотной части к неподвижной.
При обработке заготовок в приспособлениях без использования машинного времени на их смену более 50% штучного времени затрачивается на вспомогательные приемы работы. Для увеличения производительности этой группы приспособлений применяются многоместные приспособления с параллельной или последовательной обработкой группы деталей [1].