

7.2 Приспособления для обработки деталей в шпинделе станка
К этой группе приспособлений относятся приспособления и многочисленные нормализованные самоцентрирующие механизмы – патроны. Эти приспособления устанавливаются и закрепляются либо непосредственно на шпинделе станка с центрированием по цилиндрической или конической части шпинделя, либо на переходную планшайбу, которая подгоняется по шпинделю станка. Планшайба имеет специальный центрирующий поясок, на который одевается приспособление по посадкам H/h или H/n, и резьбовые отверстия для крепления его винтами. Планшайбу изготавливают к станку один раз и используют ее для установки и закрепления различных приспособлений.
7.2.1. Патроны специальных конструкций.
Специальными называются несамоцентрирующие патроны. В таких приспособлениях деталь устанавливается в призмах, на пальцах и других установочных элементах, которые располагаются на планшайбе или специальном кронштейне, перпендикулярном планшайбе. К этой группе относятся также поворотные передвижные приспособления, предназначенные для последовательного совмещения осей обрабатываемых отверстий или поверхностей с осью шпинделя. Такие приспособления применяются в серийном производстве. Привод ручной с использованием винтовых, рычажных и клиновых зажимов.
Четырехкулачковый патрон с независимым перемещением кулачков преимущественно применяют для закрепления деталей некруглой и несимметричной формы. Он состоит (рис. 7.8) из корпуса 1, в котором выполнены четыре паза, в каждом из них смонтирован кулачок 4 с винтом 3 для независимого перемещения кулачка по пазам в радиальном направлении. От осевого смещения винт 3 удерживается сухарем 2. На передней поверхности патрона нанесены концентрические риски (расстояние между ними 10-15мм), которые позволяют выставить кулачки на одинаковом расстоянии от центра патрона. Кулачки могут быть повернуты на 1800 для закрепления заготовок по внутренней или наружной поверхности.
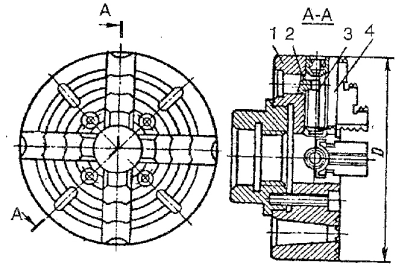
Рис. 7.8. Конструкция четырехкулачкового патрона с независимым перемещением кулачков: 1 – корпус; 2 – сухарь; 3 – винт; 4 – кулачок.
Установку и закрепление деталей сложной формы не всегда можно выполнить даже в четырехкулачковом патроне с независимым перемещением кулачков. В таких случаях установку производят на планшайбах, угольниках или в специальных приспособлениях.
Планшайба 2 представляет собой плоский диск, который крепится к фланцу 1, установленному на шпинделе станка (рис. 7.9, а). На рабочей поверхности планшайбы имеется 4-6 Т-образных канавок и большое число прорезей, расположенных в различных направлениях. Заготовку устанавливают, ориентируя ее по плоскости планшайбы, а совпадение оси обрабатываемой поверхности заготовки с осью шпинделя выверяют с помощью рейсмуса, индикатора, заднего центра и т.д. Заготовку, после выверки ее положения, закрепляют прихватами, для чего головки болтов устанавливают в Т-образные или другие пазы. Для обтачивания с одного установа нескольких уступов или растачивания отверстий с выдержкой координат между ними применяют универсальные угольники, позволяющие перемещать деталь в двух взаимно-перпендикулярных направлениях.
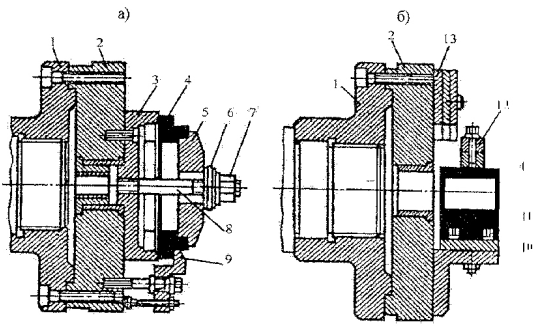
Рис. 7.9. Конструкции планшайб для установки и закрепления деталей сложной формы: а – колец; б – кронштейнов; в – крышек, фланцев; 1 – фланец;
2 – планшайба; 3 – опорная втулка; 4 – заготовка; 5 и 6 – шайбы; 7 – гайка;
8 – винт; 9 – прихват; 10 – угольник; 11 – центрирующие кольца; 12 – откидной зажим; 13 – противовес.
При обработке наружных поверхностей (рис. 7.9, а) заготовку 4 типа кольца устанавливают на опорную втулку 3 и закрепляют шайбами 5, 6 и винтом 8 с гайкой 7. При обработке внутренних поверхностей закрепление заготовки осуществляется с помощью прихватов 9.
На рис. 7.9, б показано закрепление заготовки 4 типа кронштейна. Ее устанавливают на угольнике 10 по центрирующим пальцам 11 и закрепляют откидным зажимом 12. Возникающий при этом дисбаланс устраняют с помощью противовеса 13. На рис 3.11в,г показано закрепление заготовок типа колец, крышек, фланцев и т.п., которые крепятся к планшайбе 2 прихватами 9.