

4.11 Вспомогательные элементы приспособлений
К устройствам вспомогательного назначения относятся рукоятки, педали, выталкиватели, ограничители хода, подъемные устройства и др.
Рукоятки и педали обеспечивают удобство работы с приспособлением и облегчают труд рабочего.
Выталкиватели ручного и автоматического типа применяют для быстрого удаления небольших деталей из приспособлений. Выталкиватели повышают производительность и создают удобства в работе.
Подъемные устройства выполняют специальные технологические приемы. Примером может служить подъемный механизм расточного приспособления. Если нужно одновременно расточить несколько последовательно расположенных отверстий одного диаметра, то ввод борштанги в кондуктор обычного типа в исходное положение для растачиваемого отверстия невозможен.
В этом случае применяют подъемное устройство, на котором закреплена заготовка. В результате получаемого смещения оси необработанных отверстий по отношению к оси расточной скалки обеспечивается ее проход в заготовку. После этого подъемная часть опускается и крепится к неподвижному основанию приспособления.
5 Приспособления для фиксации и крепления режущего инструмента
Для ускорения установки и точной фиксации инструмента на станке применяются соответствующие приспособления, которые часто называются вспомогательным инструментом.
В большинстве случаев это сравнительно простые детали и устройства, значительная часть которых нормализована или стандартизована.
Однако иногда возникает потребность в специальных приспособлениях этого типа, которые применяются либо для значительного повышения производительности, либо для расширения технологических возможностей станков.
Для значительного повышения производительности универсальных станков применяются:
- многошпиндельные сверлильные и фрезерные головки;
- многорезцовые поворотные резцедержатели к токарным станком и др.
Для расширения технологических возможностей станков применяются приспособления:
- для изготовления кольцевых канавок и нарезания резьбы на сверлильных станках;
- для долбления шпоночных пазов на поперечно-строгальных станках;
- для точения сферических поверхностей на токарных и расточных станках и др.
5.1 Приспособления для повышения производительности универсальных станков
5.1.1 Многошпиндельные головки
Они получили большое распространение в серийном и массовом производстве. Такие головки позволяют вести одновременную обработку отверстий несколькими одноименными или разноименными инструментами (сверлами, зенкерами, развертками, метчиками, цековками).
Головки могут быть специальными и универсальными.
Специальными называются головки, предназначенные для обработки деталей с определенным расположением отверстий. Шпиндели таких головок не изменяют своего положения. Поэтому такие головки широко применяются в крупносерийном и массовом производствах для выполнения одной – двух операций.
Специальные многошпиндельные головки могут быть шестеренчатыми и шатунно-кривошипными.
Универсальными называются головки, предназначенные для обработки деталей с различным расположением отверстий. Шпиндели таких головок меняют свое положение и могут перестраиваться на обработку различных деталей. Поэтому такие головки применяются в серийном производстве. Значительный экономический эффект универсальные многошпиндельные головки дают при групповой обработке деталей.
При конструировании многошпиндельных головок с зубчатыми колесами очень существенными являются выбор простой и правильной кинематической схемы, при которой обеспечивается максимальная надежность и минимальные габариты головки.
Головки с шестеренчатым приводом состоят из следующих основных узлов:
1) сборный корпус;
2) центральный валик с ведущей шестерней, получающий вращение от шпинделя станка;
3) промежуточные валики с паразитными шестернями;
4) рабочие шпиндели с ведомыми шестернями и державками или патронами для закрепления инструментов.
Кинематические схемы очень разнообразны, и сложность их зависит от числа рабочих инструментов и их взаимного расположения (рис.5.1).
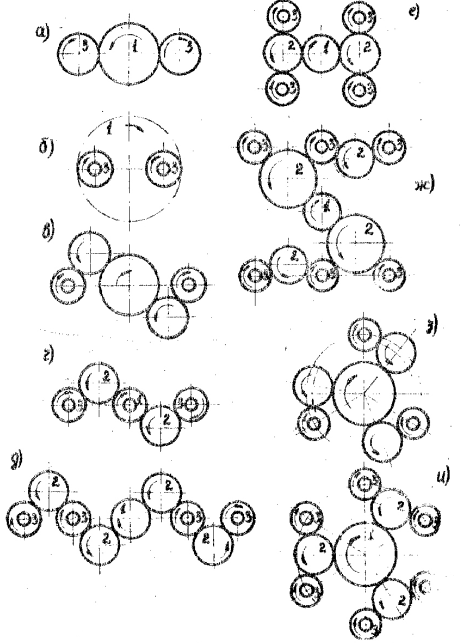
Рис. 5.1. Типовые кинематические схемы многошпиндельных головок.
На рис. 5.1. приведены кинематические схемы многошпиндельных головок, где 1 – центральный валик с ведущей шестерней; 2 – паразитная шестерня; 3 – рабочий шпиндель.
Чем меньше количество паразитных шестерен в головке, тем удачнее ее кинематическая схема.
На рис. 5.2. дана конструкция специальной шестишпиндельной головки для обработки отверстий, расположенных по окружности.
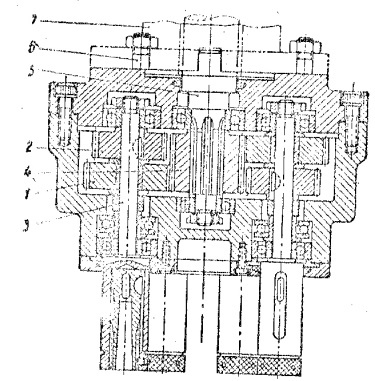
Рис. 5.2. Специальная многошпиндельная сверлильная головка.
Так как расстояние между отверстиями мало, то шестерни расположены в два яруса. Ведущий валик 5, получающий вращение от шпинделя станка передает вращение зубчатому колесу 4, имеющему удвоенную ширину. Шестерня 4 передает вращение двум паразитным шестерням 1, расположенным в нижнем ярусе и двум, расположенным в верхнем ярусе. Паразитные шестерни свободно сидят на рабочих шпинделях 3 и приводят во вращение рабочие шестерни 2 не на тех шпинделях, на которых сидят, а соседних. Нижние паразитные шестерни приводят во вращение по два соседних шпинделя, верхние – по одному.
На шпинделе станка головка центрируется при помощи цилиндрической выточки и крепится к фланцу 7 гильзы шпинделя станка шпильками 6.
Для обработки отверстий очень близко отстоящих друг от друга, а также при расположении отверстий не по окружности, а по более сложному контуру применяются головки с шатунно-кривошипным приводом. Схема такой головки приведена на рис.5.3.
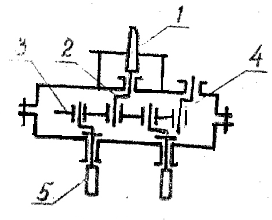
Рис. 5.3.Схема многошпиндельной головки с шатунно-кривошипным приодом.
Вращение от шпинделя станка через корпус 1 передается на кривошип 2, который входит в поводковую плиту 3, поддерживаемую вторым кривошипом 4, имеющим такой же радиус, как и кривошип 2. Рабочие шпиндели 5, имеющие кривошипы такого же радиуса, приводятся во вращение поводковой плитой 3, которая может вращать любое количество шпинделей 5, расположенных в пределах ее габаритов.
При вращении шпинделя станка поводковая плита совершает плоскопараллельное движение, а все ее точки описывают окружности, радиус которых равен радиусу кривошипа. Число оборотов рабочих шпинделей равно числу оборотов станка.
Универсальные головки.
В производстве применяют две основные конструктивные разновидности универсальных головок.
1) колокольного типа с шарнирными телескопическими раздвижными приводными валиками (рис. 5.4,а).
2) с поворотными кронштейнами, в которых расположены рабочие шпиндели (рис. 5.4, б).
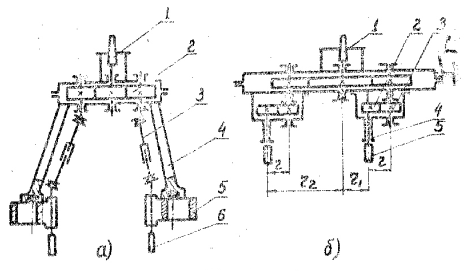
Рис. 5.4. Схемы универсальных многошпиндельных головок.
На рис. 5.4,а показана схема универсальной головки колокольного типа. Корпус 1 с ведущей шестерней получает вращение от шпинделя станка и через шестерни 2 и телескопические валики 3 передает вращение на рабочие шпиндели 6. Державки шпинделей 5 могут перемещаться в радиальном направлении или по окружности и закрепляться в нужном положении болтами, головки которых входят в Т-образные пазы в нижней части колокола 4.
Схема многошпиндельной универсальной головки с поворотными кронштейнами дана на рис. 5.4, б.
Поворотный кронштейн 4 вместе с рабочими шпинделями 5 и шестерней 2 может поворачиваться вокруг оси I-I, обкатываясь вокруг шестерни 3. расстояние от оси головки до обрабатываемых отверстий может колебаться от z1 до z2. Корпус головки от поворота удерживается стержнем 7.
В условиях серийного производства применяются многошпиндельные поворотные револьверные головки с количеством шпинделей от 3 до 7. Работа шпинделей происходит последовательно, каждый раз один из шпинделей ставится в рабочее положение. При помощи таких головок можно последовательно сверлить, зенкеровать, развертывать отверстия, зенковать фаски, цековать бобышки, нарезать резьбу в отверстиях.
Многошпиндельные головки применяются и на фрезерных станках. Чаще это двух или четырех шпиндельные головки шестеренчатого типа, которые закрепляются на вертикальных направляющих станины. Они бывают универсальные и специальные.