

4.8.4 Копиры
Для обработки фасонных поверхностей на универсальных станках применяют приспособления, снабженные копировальными устройствами. Назначение копиров заключается в обеспечении траектории относительно движения инструмента, необходимой для получения требуемого контура детали. При этом пропадает необходимость в разметке и в ручной подаче инструмента при обходе криволинейного контура. В результате повышается точность обработки контура и производительность труда на операции.
Наиболее общим случаем обработки по контуру является фрезерование замкнутого контура методом круговой подачи, схема которой показана на рис. 4.130.
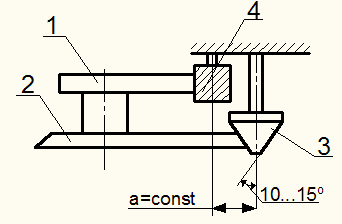
Рис. 4.130. Схема обработки детали по контуру.
Закрепленные заготовка 1 и контур 2 вращаются вокруг общей оси. Оси ролика 3 и фрезы 4 находятся на постоянном расстоянии а и перемещаются вместе. Копир все время прижимается к ролику. Расстояние между осью вращения копира и осью фрезы меняется в соответствии с профилем копира, благодаря чему получается нужный профиль детали. Профиль копира находится графически. Он должен быть строго увязан с профилем обрабатываемой детали и диаметрами фрезы и ролика.
Для компенсации изменения диаметра фрезы после переточки ролик делается конической формы с углом между образующей и осью ролика 10…15о.
Копиры применяются при обработке на фрезерных, токарных, строгальных, шлифовальных и других станках. Копиры и ролики изготавливаются из стали 20, цементируются и калятся до твердости HRC 58…62.
4.9 Делительные устройства
Делительные устройства применяют в многопозиционных приспособлениях для придания обрабатываемой заготовке различных положений относительно инструмента.
Делительное устройство состоит из диска, закрепляемого на поворотной части приспособления, и фиксатора.
Фиксаторы обычно представляют собой стержни различной формы, которые монтируются на корпусе приспособления. В процессе обработки стержень заводится в одно из отверстий, предусмотренных в подвижной (поворотной) части, и жестко фиксирует ее относительно корпуса. Перед делениями или индексацией фиксатор выводится из отверстия, после чего осуществляется последующая фиксация. Количество делений (позиций) определяется количеством отверстий в подвижной части приспособления. Управление фиксаторами осуществляется вручную или автоматически.
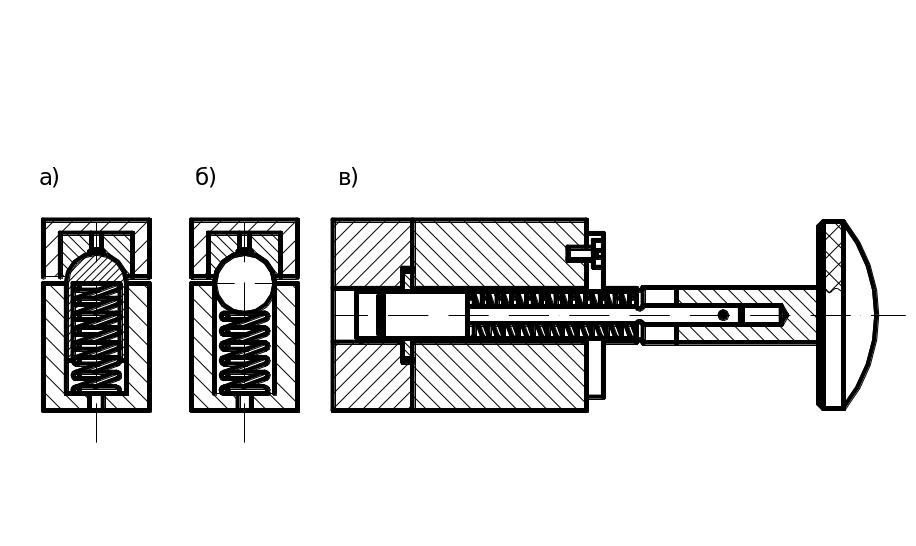
Рис. 4.131. Примеры конструкции фиксаторов, применяемых в делительных устройствах: а – с погруженным пустотелым пальцем; б – с погруженным шариком; в – с вытяжным цилиндрическим пальцем: 1 – втулка; 2 – штифт; 3 – вытяжная кнопка; 4 – цилиндрический фиксатор.
Фиксаторы выполняются с цилиндрической, призматической и конической рабочей частью. Кроме того используются и шариковые фиксаторы. Однако они не обеспечивают точного деления и не воспринимают моментов сил обработки.
Фиксатор с вытяжным цилиндрическим пальцем может воспринимать момент от сил резания, но не обеспечивает высокую точность деления из-за наличия зазоров в подвижных соединениях. В фиксаторах обычного типа сопряжение пальца со втулкой осуществляется по посадке H7/g6, а в фиксаторах повышенной точности – по посадке H6/n5.
Суммарная погрешность шага, получаемая при делении и переносимая на обработанные детали, зависит от допуска δ1 на расстояние между осями двух соседних фиксирующих втулок, от зазоров S1 и S2 в сопряжениях фиксатора со втулками и от возможного эксцентриситета А втулок.
∆S = S1 + S2 + δ1 + A.
Уменьшение погрешности достигается назначением соответствующих допусков и посадок.
Для уменьшения влияния зазоров и повышения точности применяют фиксаторы с конической или призматической частью. В этом случае S1=1, однако, следует иметь в виду, что при малейшем загрязнении фиксирующего гнезда механизм не обеспечивает необходимой точности деления.
Угол конической или призматической части выбирают 150.
Управление фиксаторами в простейших приспособлениях осуществляется вытяжной кнопкой, рукояткой, закрепленной на реечном зубчатом колесе или посредством педали. Фиксаторы основных конструкций выполняют по ГОСТ 13160-67, 13161-67, 13162-67, конструкции и основные размеры – по ГОСТ 12214-66 и 12215-66.
Кроме простых фиксаторов используются относительно сложные делительные механизмы типа делительных головок мальтийского креста (в тяжелых приспособлениях), с использованием храповых, кулачковых, червячных и реечных механизмов. Они имеют механический, пневматический или гидравлический привод.
В точных делительных устройствах фиксаторы разгружают (что повышает их срок службы) и подвижную (поворотную) часть приспособления прижимают к неподвижной специальными устройствами, повышая тем самым жесткость системы. Особенно это важно для фрезерных приспособлений, испытывающих большие нагрузки. Для этой цели используют эксцентриковые валики, применяют блокировку фиксирующего и зажимного механизма или фиксирующего и подъемного механизмов (сблокированные механизмы приводятся в действие одной рукояткой), и ряд других устройств (хомутики, конусные детали и т.п.).
В приспособлениях для обработки тяжелых заготовок поворотная часть вращается с помощью различных приводов (электро-, пневмо- или гидро-двигателей), и поэтому для гашения больших моментов в конце деления снабжены тормозными устройствами, сблокированными с системой привода и с фиксатором.
Таким образом, делительные механизмы достаточно сложны по конструкции. Они включают поворотные механизмы с приводом, делительные устройства с фиксатором, прижимы, тормозы и систему автоматического управления рабочим циклом. К этим механизмам предъявляются высокие требования точности, безотказности, долговечности и быстродействия в работе.