

4.8.2 Шаблоны и установы
При наладке и подналадке установка инструментов с помощью пробных стружек и промеров занимает много времени и часто сопровождается получением бракованных деталей, обрабатываемых при настройке. Значительным шагом по пути повышения производительности труда является применение элементов приспособлений, по которым производится установка инструментов на размер. Такими элементами являются шаблоны и установы.
Применение шаблонов типично для токарных работ, а установов – для фрезерных.
На рис. 4.125,а показан пример установки двух подрезных резцов по шаблону 1.
Такой шаблон может быть съемный или откидной, шарнирно закрепленный. При настройке шаблон ставится в рабочее положение, а после закрепления резцов он снимается или откидывается в нерабочее положение.
Другим примером шаблона для установки резца может служить установочное кольцо 1 (рис. 4.126, б), которое одевается на оправку вместе с деталью 2. Резец подводится до соприкосновения с шаблоном (кольцом).
а) б)
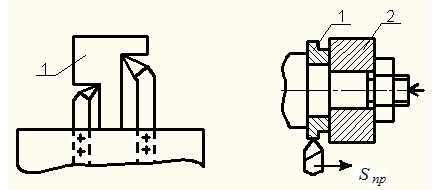
Рис. 4.125. применение шаблонов при токарной обработке.
Особенно широкое распространение получили установы для установки на размер фрез.
Установы помещаются на корпусе приспособления так, чтобы они не мешали при установке и обработке детали, но в тоже время, чтобы к ним был свободный доступ инструмента.
Установы бывают высотными и угловыми. (ГОСТ 13444-68, 13445-68 и 13446-68).
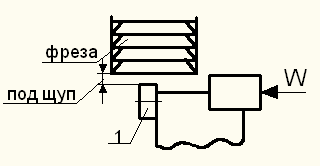
Высотные установы 1 (рис. 4.126, а) применяются для установки фрезы в одном направлении.
Для установки фрезы в двух направлениях (например, при фрезеровании шпоночного паза нужно выставить инструмент по глубине паза и по оси детали) используются угловые установы 1 (рис. 4.126, б).
Установы закрепляют на корпусе приспособления; их эталонные поверхности располагают ниже обрабатываемых поверхностей, чтобы не мешать проходу режущего инструмента.
Правильное расположение инструмента определяется щупом-калибром толщиной 3-5 мм, который должен плотно, но без защемления входить в зазор между фрезой и установом. Погрешность настройки с помощью щупа – 0,02-0,003 мм.
а)
б)
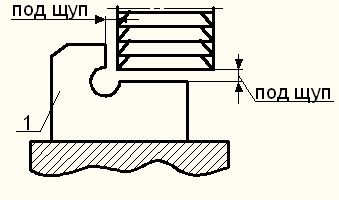
Рис.4.126. Применение высотных (а) и угловых (б) установов при фрезеровании.
Погрешность настройки по установу без щупа:
∆н
= K
![]() ;
;
где
![]() - погрешность изготовления установа
(0,01…0,02 мм);
- погрешность изготовления установа
(0,01…0,02 мм);
![]() = 0,03…0,04 мм; K=1…1,2.
= 0,03…0,04 мм; K=1…1,2.
Материал установов: сталь У7А, сталь 20Х с цементацией на глубину 0,8…1,2 мм и закалкой до твердости HRC 55…60.
4.8.3 Кондукторные втулки
Кондукторные втулки применяются в сверлильных и расточных приспособлениях для определения положения и направления разнообразных осевых инструментов при обработке отверстий: сверл, зенкеров, разверток, борштанг и так далее.
Они обеспечивают:
- положение оси инструмента относительно установочных элементов приспособления;
- повышают радиальную жесткость инструмента;
- применение втулок позволяет исключить операцию разметки и повысить производительность труда;
- обеспечивают повышение точности взаимного расположения отверстий, уменьшают его увод и повышают точность диаметра отверстия на 50% за счет повышения жесткости инструмента;
- позволяют работать на более высоких режимах резания.
Кондукторные втулки бывают:
- неподвижные и
- вращающиеся (на игольчатых и роликовых подшипниках).
Вращающиеся втулки применяют для направления расточных скалок и борштанг при большом диаметре обработки (d=20…75мм) и высоких скоростях резания. Вращение втулки вместе с инструментом значительно уменьшает износ ее рабочего отверстия и увеличивает срок службы.
Неподвижные втулки по конструкции разделяются на 4 группы:
1) постоянные;
2) сменные;
3) быстросменные;
4) специальные.
Постоянные втулки (рис. 4.127) устанавливаются либо непосредственно в корпус приспособления, либо в отдельную кондукторную плиту.
Постоянные втулки применяются в приспособлениях для единичного и мелкосерийного производства, а также в тех случаях, когда из-за малых перемычек между отверстиями нельзя разместить основные и сменные втулки. Они применяются для тех кондукторов, срок службы которых не потребует смены кондукторных втулок. Ориентированный срок службы кондукторных втулок 10…15 тысяч отверстий.
а) б)

Рис. 4.127. Конструкции постоянных кондукторных втулок: а – без буртика; б – с буртиком.
Сменные втулки (рис. 4.128,а) применяются для удобства и быстроты замены изношенных втулок непосредственно на станке, без снятия приспособления со станка. Они устанавливаются в промежуточную закаленную втулку, называемую основной или гнездовой. Сменные втулки крепятся винтом. Область применения сменных втулок – серийное и массовое производство.
а) б)
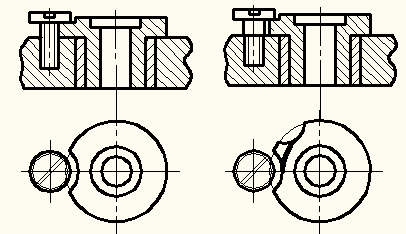
Рис. 4.128. Конструкции сменных (а) и быстросменных (б) кондукторных втулок.
Быстросменные втулки (рис. 4.128,б) применяются при последовательной обработке отверстия несколькими разными инструментами (например, сверлом, зенкером, разверткой и др.). Это требует быстрой смены инструмента и быстрой смены кондукторной втулки. Эти втулки отличаются от сменных тем, что рядом с выемкой для головки крепежного винта у них имеется вторая сквозная выемка по всей высоте буртика втулки. Эта выемка позволяет ставить и снимать втулки без отвинчивания крепежного винта. Для удобства использования буртик быстросменной втулки имеет накатку.
Специальные втулки (рис. 4.129) применяют в особых случаях, когда применение стандартных втулок невозможно или не дает эффекта.
а) б) в)
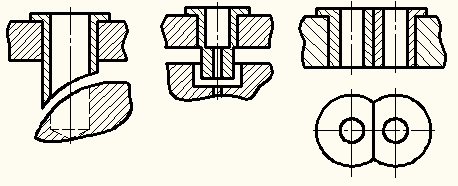
Рис. 4.129. Конструкции специальных втулок: а – при сверлении отверстий на наклонных или радиусных поверхностях; б – отверстие расположено на значительном расстоянии от наружной поверхности детали; в – отверстия расположены очень близко друг к другу.
Материал втулок: кондукторные втулки с диаметрами отверстий до 25мм изготавливаются их стали У10А, У12А и калятся до твердости HRC 58-63. Основные втулки с d≤25мм изготавливаются из стали У7А и калятся до HRC 45-50. Все втулки с d>25мм изготавливаются из стали 20, цементируются на глубину h=0,8-1,2мм и калятся до твердости HRC 60-65.
Значительное увеличение износостойкости втулок (в 5…8 раз) достигается изготовлением их из твердого сплава или запрессовкой в их нижнюю часть, где наблюдается наибольший износ, твердосплавных вставок.