

4.7.10 Приводы от сил резания
Примером такого привода может служить схема (рис. 4.122) поводкового самозажимного патрона 1 с эксцентриковыми кулачками 2, применяемая на токарных многорезцовых станках. Заготовка 6 устанавливается в центрах. При установке кулачки 2 пружинами 5 прижимаются к заготовке. При резании сила Pz стремится провернуть заготовку, а вместе с ней кулачки вокруг оси 3. В результате заготовка заклинивается между кулачками. Для обеспечения равномерного зажима кулачки монтируются на плавающем ползуне 4. Угол подъема спирали кулачков 12…200. Для открепления заготовки ее следует повернуть против часовой стрелки при остановленном шпинделе.
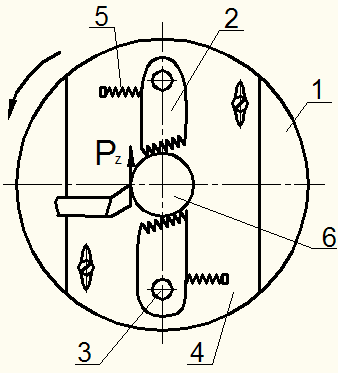
Рис. 4.122. Схема поводкового патрона.
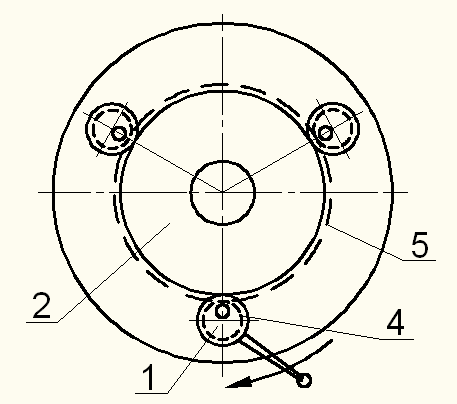
Рис. 4.123. Схема зажима детали эксцентриками.
На рисунке 4.123 приведена схема патрона с тремя эксцентриками 1, с помощью которых заготовка 2 при сверлении в ней центрального отверстия самозажимается. Предварительную затяжку заготовки производят поворотом рукоятки 3. Так как эксцентрики связаны зубчатой передачей 4-5, то поворот их происходит синхронно, чем обеспечивается хорошее центрирование заготовки. Открепление достигается поворотом рукоятки в обратном направлении. Подобные приспособления применяют при сверлении отверстий в штамповках зубчатых колес перед их протягиванием.
Во всех рассмотренных примерах эффект заклинивания тем выше, чем больше момент резания, возникающий при обработке. При конструировании этих устройств необходимо учитывать, что сила расклинивания не должна быть чрезмерно большой.
4.8 Элементы приспособлений для определения положения и направления инструмента
Эти элементы можно разбить на несколько групп:
элементы, которые определяют моменты прекращения подачи инструмента. Такими элементами являются упоры;
элементы для быстрой установки инструментов на размер. Такими элементами являются шаблоны и установы;
элементы для направления осевого инструмента – кондукторные втулки;
элементы для определения траектории относительного движения инструмента и заготовки – копиры.
4.8.1 Упоры
Работы, при которых необходима автоматическая остановка подачи инструмента много. Сюда относится сверление глубоких отверстий, нарезание в них резьбы, обработка конических отверстий зенкерами и развертками, подрезка деталей, подрезка ступней валиков на токарных станках и так далее.
Во всех этих случаях конечное положение инструмента во время работы определяется доведением движущихся частей станков с закрепленными в них инструментами до упора.
Например, при сверлении глухих отверстий ограничителем подачи может служить стопорное кольцо 1 (рис. 4.124), надеваемое на сверло. Когда кольцо дойдет до буртика втулки 2, будет получена нужная глубина отверстия. При глубине отверстия а стопорное кольцо обеспечивает вылет сверла а + в.
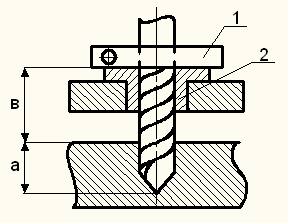
Рис. 4.124. Применение упора при сверлении глухих отверстий.
Для токарных работ применяют упоры, устанавливаемые на станине станка. Они фиксируют момент прекращения подачи суппорта.
Работа по упорам должна сопровождаться автоматическими остановками.