

4.7.7 Вакуумные приводы
Вакуумные зажимные устройства работают по принципу прижатия заготовки атмосферным давлением. Они применяются для зажима заготовок из различных материалов с плоской или криволинейной базовой поверхностью (рис. 4.118).
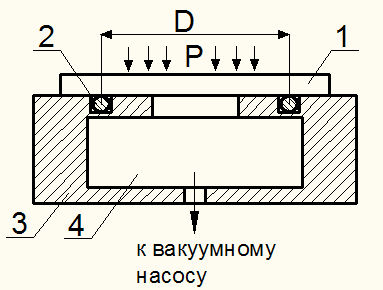
1 – заготовка
2 – уплотнительное кольцо
3 – корпус приспособления
4 – полость; объем ее должен быть минимальным для уменьшения времени срабатывания.
Рис. 4.118. Схема вакуумного зажимного устройства.
Атмосферное давление прижимает заготовку 1 к корпусу 3. Для получения герметичности системы делается уплотнение из вакуумного резинового шнура.
При установке заготовки чистой шлифованной базой допускается применение приспособлений без уплотнения.
При закреплении тонкостенных легко деформируемых заготовок на установочной плоскости делается ряд мелких тесно расположенных отверстий, через которые отсасывается воздух и происходит многоточечный прижим заготовки к установочной плоскости (рис. 4.119).
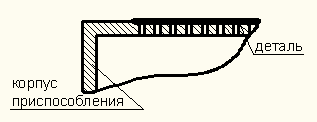
Рис. 4.119. Схема закрепления легко деформируемых заготовок.
Сила, прижимающая заготовку, определяется следующим образом:
W = F (1,033 – P) K;
где F – полезная площадь прижима в см2 (площадь, ограниченная резиновым уплотнением – для жесткой детали и суммарная площадь отверстий в установочной плоскости – для тонкостенной детали);
Р – остаточное давление в вакуумной камере, кг/см2;
К – коэффициент герметичности вакуумной системы (К=0,8 – 0,85).
Вакуумные приводы применяются для чистовых операций.
4.7.8 Центробежно-инерционные приводы
В этих приводах силовым источником является центробежная сила инерции вращающихся грузов. Они применяются для быстроходных станков токарной группы. Грузы обычно помещаются на шпинделе станка и им же приводятся во вращение.
Преимущество этих приводов в том, что они не требуют дополнительного источника энергии, просты в изготовлении и эксплуатации, включаются автоматически.
На рисунке 4.120 показана схема центробежно-инерционного привода.

Рис. 4.120. Схема центробежно-инерционного привода токарного станка.
Грузы 2 надеты на большие плечи рычагов 5, меньшие плечи связаны с тягой 6, пропущенной через полость шпинделя. Сам привод закреплен на заднем конце шпинделя. При вращении шпинделя грузы расходятся, поворачивая рычаги вокруг осей 4, при этом тяга 6 перемещается и приводит в действие зажимной механизм, установленный на переднем конце шпинделя станка. Возвращение грузов и раскрепление заготовки производится пружинами 3. Регулирование силы зажима производится перемещением грузов по рычагам.
Расчет тяговой силы производится по формуле
Q
= (![]() - q)
- q)
![]() ŋрыч
n;
ŋрыч
n;
где G – вес груза, кг;
ω – угловая скорость вращения относительно оси шпинделя, 1/сек;
g – ускорение силы тяжести, м/сек2;
q – сопротивление пружины;
n – число грузов.
ŋрыч - КПД рычажной системы.
4.7.9 Приводы от движущихся частей станков
Используют в основном на сверлильных станках. На рисунке 4.121 показано подобное устройство, применяемое для многошпиндельных станков.
При опускании многошпиндельной головки 1, кондукторная плита 2 опускается вместе с ней до касания с деталью 3. При дальнейшем перемещении головки, плита через упор прижимает деталь за счет упругих сил пружин 4. Сила закрепления непрерывно растет и к концу сверления достигает максимума. При проектировании таких приспособлений необходимо подбирать размеры и другие параметры пружин таким образом, чтобы в начале сверления они развивали силу, достаточную для надежного закрепления заготовки.
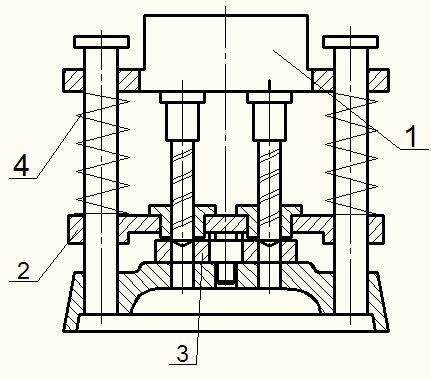
Рис. 4.121. Схема зажимного устройства сверлильного станка.
При использовании подобных устройств рабочий освобождается от необходимости закрепления заготовки, поскольку это производится автоматически.
Недостаток таких зажимов – дополнительная нагрузка механизма подачи станка.