

4.7.5.1 Электромагнитные приспособления
Они выполняются преимущественно в виде плит и планшайб для закрепления стальных и чугунных заготовок с плоской базовой поверхностью, либо магнитных приспособлений (переходников).
Питание электромагнитных приспособлений производится постоянным током (Uном = 36, 48, 110 или 220 В), который получают от мотогенераторов или выпрямителей. Эти приспособления отличаются простотой конструкции, удобством управления и невысокой стоимостью.
Так как их электромагнитное поле простирается относительно далеко, оно может намагнитить металлический режущий инструмент, что приведет к снижению эффективности процесса резания. Поэтому область их ограничивается плоскошлифовальными станками, где инструментом служит абразивный круг.
Схема электромагнитного зажимного устройства выглядит следующим образом (рис. 4.112).
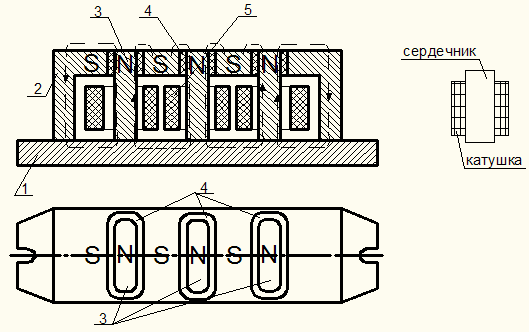
Рис. 4.112. Схема электромагнитной плиты.
К основанию 1 винтами прикреплен корпус 2 с окнами, в которые вставлены плоские сердечники 3, соединенные с основанием 1. Между корпусом и сердечником устанавливаются немагнитные прокладки 4. На каждом сердечнике смонтирована электромагнитная катушка 5.
Заготовка устанавливается на зеркало плиты и перекрывает (замыкает) полюсники-сердечники 3 на корпус. Притяжение заготовки к зеркалу плиты обуславливается тем, что она, являясь проводником магнитного потока, дает возможность замыкаться потоку между полюсами электромагнита.
Усилие притяжения при закреплении детали магнитным полем определяется по формуле
Q
= 4,06 ![]() ;
;
Q = 4,06 В2S;
где Q – усилие притяжение в кгс; Ф – величина магнитного потока, пересекающего опорную поверхность детали, в Вб; S – площадь, на которую поток распространяется, в см2;
В = Ф/S – плотность магнитного потока (магнитная индукция) в Вб/м2.
Сила притяжения заготовки зависит от материала, габаритов и шероховатости опорной поверхности заготовки, а также от характеристики магнитной плиты. При закреплении тонкостенных заготовок величина силы притяжения зависит от толщины заготовки. Это связано с тем, что при малой толщине заготовки не весь магнитный поток замыкается через нее, а часть его рассеивается в окружающее пространство. С увеличением толщины заготовки сила притяжения увеличивается, а при толщинах больших ширины полюсников-сердечников стабилизируется, так как весь магнитный поток замыкается через заготовку.
С увеличением высоты микронеровностей базовой поверхности заготовки увеличивается воздушный зазор между заготовкой и сердечниками. При прохождении этого зазора магнитный поток ослабевает. Поэтому с увеличением микронеровностей снижается сила притяжения. В целом удельная сила притяжения для электромагнитных плит колеблется в пределах от 1,6 до 3,5 кгс/см2 (0,16…0,35 МПа).
Электромагнитные плиты стандартизованы ГОСТ 17519-72. Они выпускаются двух типов: с отверстиями либо с пазами для крепления их к столу станка. Установлено три класса точности плит: повышенной – П, высокой – В и особо высокой – А, предназначенных для закрепления заготовок из ферромагнитных материалов.
Значительное расширение возможностей применения электромагнитных плит дают наставки (переходники), которые устанавливаются на плиту и изменяют форму базовой поверхности (рис. 4.113). Переходники дают возможность закреплять заготовки, имеющие сложные форму, цилиндрическую, коническую или закреплять плоские заготовки под углом.
а) б)
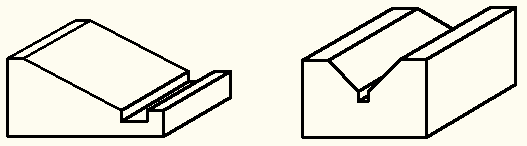
Рис. 4.113. Переходники: а – одностороння призма; б – призма для валов и втулок и т.п.