

4.7.4 Электромеханические приводы
На рисунке 4.111 представлена схема электромеханического привода.
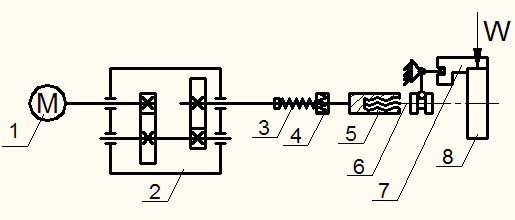
Рис. 4.111. Схема электромеханического привода.
Привод состоит из следующих узлов:
– электромотора 1 (асинхронный двигатель трехфазного тока с короткозамкнутым ротором; эти двигатели просты по конструкции, надежны в эксплуатации, не нуждаются в пусковом реостате);
– редуктора 2 (чаще всего используют компактный с большим передаточным отношением червячный редуктор);
– пружины 3;
– кулачковой муфты 4;
– пары винт-гайка (6 и 5);
– трехкулачкового самоцентрирующего патрона 7 с рычажным механизмом, который зажимает деталь 8.
От электромотора 1 через редуктор 2, кулачковую муфту 4 вращение передается на гайку 5. Гайка 5 при своем вращении перемещает винт 6, который приводит в действие зажимной механизм 7. При достижении необходимой силы зажима элементы 5, 6, 7 и половина муфты 4 останавливаются, а левая половина муфты 4, установленная на скользящей шпонке отжимается влево, преодолевая сопротивление пружины 3. При этом слышно щелканье зубьев муфты, что служит сигналом для выключения электродвигателя. Если на пути движения левой половины муфты поставить концевой выключатель, то будет осуществляться автоматический останов двигателя. Регулированием пружины 3 можно изменять величину зажимной силы патрона.
Крутящий момент двигателя, передаваемый через резьбовую пару, может быть определен из формулы:
M
= ![]() ;
;
где P – необходимое тяговое усилие привода приспособления;
i – передаточное отношение от двигателя к тяге;
rв – радиус винта;
α - угол подъема резьбы;
![]() - угол трения в резьбе;
- угол трения в резьбе;
ŋ - КПД передачи от двигателя к тяге.
Приспособления с электромеханическими приводами применяются в токарно-револьверных, агрегатных станках и автоматических линиях.
Эти приводы универсальны (могут зажимать заготовки из любых материалов и любой конфигурации) и имеют возможность регулировки зажимного усилия в нужных пределах.
К недостаткам этих приводов можно отнести сложность конструкции.
4.7.5 Магнитные приводы
В приспособлениях, где для закрепления деталей используется энергия магнитного поля, трудно выделить собственно привод из общей конструкции устройства (в отличие от пневматического, гидравлического и других приводов). Поэтому обычно рассматриваются магнитные приспособления в целом, а понятие «магнитный привод» используется при классификации приспособлений по виду источника энергии.
Магнитные приспособления обладают рядом достоинств по сравнению с другими быстродействующими приспособлениями, которые обеспечивают их широкое применение в производстве:
равномерное распределение силы притяжения по всей опорной поверхности деталей вместо приложения сосредоточенных нагрузок;
удобный и технически простой подвод энергии или полная автономность в действии (в случае применения постоянных магнитов);
большое рабочее пространство и широкий доступ к обрабатываемым поверхностям;
высокая жесткость приспособления, обеспечивающая точную обработку;
удобство управления;
отсутствие сложных дополнительных устройств для обеспечения работы магнитных приспособлений.
По источнику энергии магнитные приспособления делятся на:
- электромагнитные и
- приспособления с постоянными магнитами.