

4.7.2 Пневмогидравлический привод
Этот привод в приспособлениях применяется в двух случаях:
для усиления пневмозажима;
для получения равномерной подачи (плавности хода) штока.
Принципиальная схема пневмогидропривода дана на рисунке 4.109.
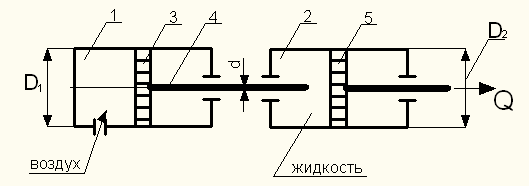
Рис. 4.109. Схема пневмогидропривода.
В цилиндр 1 подается сжатый воздух, в цилиндре 2 находится жидкость. Усилие, развиваемое поршнем 3 под давлением сжатого воздуха полностью передается на жидкость гидроцилиндра 2 через шток 4, площадь которого во много раз меньше площади поршня пневмоцилиндра. Через жидкость шток передает давление на поршень гидроцилиндра 5, который усиливает это давление во столько раз, во сколько раз площадь поршня больше площади штока.
Расчет усилия можно произвести следующим образом.
Пневмоцилиндр развивает усилие
Q`
= p
![]() ŋпн
;
ŋпн
;
Гидростатическое давление p` в гидроцилиндре получим, если усилие Q` разделим на площадь штока:
p`
= Q`/
![]() .
.
Отсюда
p`
= p
![]() ŋпн;
ŋпн;
Тогда усилие, развиваемое пневмогидравлическим приводом будет равно
Q
= ![]()
![]() ŋ;
ŋ;
где ŋ = ŋпн ŋг = 0,8…0,85 – КПД механизма.
D1 и D2 – диаметры пневмо- и гидроцилиндров.
p – давление воздуха в сети.
d – диаметр штока пневмоцилиндра.
4.7.3 Гидравлические приводы
Ценным свойством гидравлических приводов является возможность получения больших усилий зажима. Их целесообразно применять в многоместных приспособлениях, в приспособлениях для зажима крупных деталей в нескольких точках одновременно.
Гидравлические приводы обладают рядом преимуществ перед пневматическими:
высокая надежность;
меньше габариты. Давление жидкости Р=4…8 МПа, поэтому гидроприводы компактны;
наличие гидроприводов на многих станках.
Недостатки:
гидросистема требует тщательного ухода в целях предупреждения утечки масла;
высокая стоимость гидроаппаратуры;
невозможные частые переналадки станков из-за сложности подключения, регулировки и ликвидации течей;
низкий КПД гидроустановки, т.к. наиболее производительно насос работает лишь в процессе закрепления и открепление заготовки. Для повышения КПД в систему вводят гидроаккумуляторы.
Питание приспособлений жидкостью, подаваемой под высоким давлением производится либо от гидросистемы станка либо от независимой гидроустановки, состоящей из электродвигателя, насоса, резервуара для масла и аппаратуры управления и регулирования.
На рисунке 4.110 показана схема гидравлического зажимного устройства, состоящего из:
- силовой аппаратуры 4 (цилиндр, шток, поршень, уплотнения);
- аппаратуры управления 3 (золотниковое устройство);
- контрольно-регулирующей аппаратуры 7 (предохранительный и обратный клапаны, гидроаккумулятор, редукционный клапан, манометры и др.);
- насоса 2 и масляной ванны 1.
Привод обслуживает приспособление 5 с закрепляемой деталью 6.
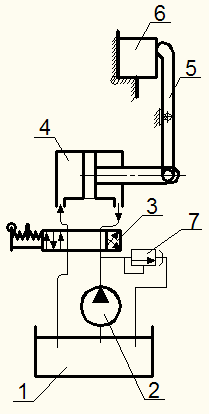
Рис. 4.110. Гидравлическое зажимное устройство.
Усилие, развиваемое гидроцилиндром двустороннего действия, подсчитывается по уже известной формуле (аналогично пневмоцилиндру):
на прямом ходе Q1 = p ŋг;
на обратном ходе Q2 = p (D2 – d2) ŋг;
где ŋг – КПД гидроцилиндра.
Гидравлические цилиндры могут быть трех типов: неподвижные, качающиеся и вращающиеся. Они нормализованы в пределах диаметров от 25 до 150мм.