

4.6.3.7.1 Цанговые самоцентрирующие механизмы.
Цангами называются разрезные пружинящие втулки, которые могут центрировать заготовки по внешней и внутренней поверхностям. Цанговые механизмы применяются для центрирования и зажима как пруткового материала, так и отдельных заготовок. В станках-автоматах и револьверных, предназначенных для обработки пруткового материала, цанговые механизмы являются неотъемлемой частью станка и используются для зажима прутков разного профиля.
Для центрирования по наружному диаметру используются две конструкции цанговых механизмов:
а) с тянущей цангой, которые применяются для закрепления штучных заготовок (рис. 4.102, а);
б) с толкающей цангой, которые чаще всего применяются для закрепления пруткового материала; для фиксации прутка в осевом направлении упор ставится впереди цанги (рис. 4.102, б).
Продольные прорезы превращают каждый лепесток цанги в консольно закрепленную балку, которая получает радиальные упругие перемещения к оси при продольном движении цанги за счет взаимодействия конусов цанги и корпуса. Так как радиальные перемещения всех лепестков цанги происходят одновременно и с одинаковой скоростью, такой механизм получает свойство самоцентрирования.
а) б)
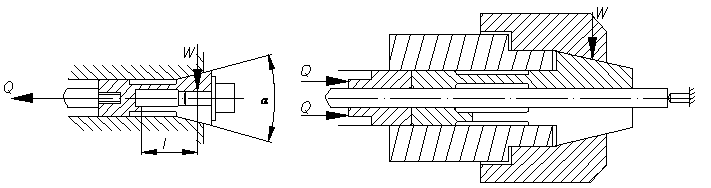
Рис. 4.102. Цанговые самоцентрирующие механизмы.
Число
лепестков цанги зависит от ее рабочего
диаметра d.
При d
30
мм цанга имеет три лепестка, 30![]() 80
мм – четыре, при d>80
мм – шесть.
80
мм – четыре, при d>80
мм – шесть.
Для сохранения работоспособности цанги деформация ее лепестков не должна выходить за пределы упругой зоны. Это предъявляет повышенные требования к точности базового диаметра заготовки. Он должен быть выполнен не грубее 8-9 квалитета.
Погрешность центрирования обусловлена неточностью изготовления цанговых патронов и не превышает 0,02…0,05 мм.
Цанги для закрепления по наружной поверхности выполняются с углом α=300, а для установки по отверстию α=8-100, чтобы создать большую жесткость цанги. Размеры цанг берутся по нормалям.
Поскольку цанга работает по принципу клина, то силу зажима, создаваемую цангой при наличии осевого упора, можно определить как:
![]() ;
;
где α – половина угла конуса цанги;
![]() -
угол трения по клиновой поверхности;
-
угол трения по клиновой поверхности;
![]() - угол трения между цангой и заготовкой.
- угол трения между цангой и заготовкой.
Однако действительная сила, развиваемая цангой, будет меньше, так как часть силы тяги затрачивается на сжатие лепестков цанги.
Материал. Цанги изготавливают из инструментальных сталей У8А, У10А или 65Г. Для крупных цанг – сталь 15ХА, или 12ХНЗА. Рабочая часть калится до твердости HRC 55…62, хвостовая отпускается до твердости HRC 30…40.
4.6.3.7.2 Мембранные самоцентрирующие механизмы
Для точного центрирования и зажима деталей типа дисков, колец, втулок применяются приспособления с мембранами различных конструкций; для центрирования по наружной или внутренней цилиндрической поверхности.
Мембраны применяются трех основных типов:
- рожковые
- чашечные
- кольцевые
Рожковые и чашечные мембраны являются наиболее точными. На рис. 4.103 представлена рожковая мембрана.
а) б)
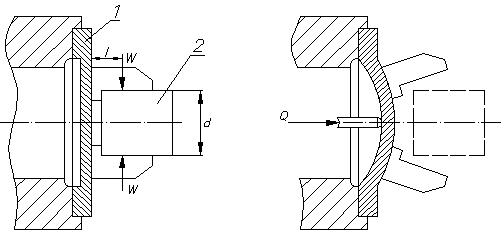
Рис. 4.103. Рожковая мембрана.
Обрабатываемая деталь 1 зажимается внутренними силами упругости мембраны 2 посредством ее рожков. Сила привода Q служит для разведения рожков при откреплении детали.
Чашечные и кольцевые мембраны (тарельчатые пружины) нормализованы.
Чашечные и рожковые мембраны изготавливаются ил сталей 65Г, У10А, 30ХГС и термообрабатываются до твердости HRC 40…45.
Мембранные патроны могут обеспечить точность центрирования 0,003…0,005 мм.
Кольцевые мембраны (тарельчатые пружины) применяются в случаях, когда при значительных нагрузках мембраны должны иметь малые габаритные размеры.
Они обычно применяются пакетами. На рис. 4.104 показана кольцевая мембрана, а на рис. 4.105 – схема механизма с двумя пакетами мембран для центрирования по внутренней цилиндрической поверхности.
а) б)
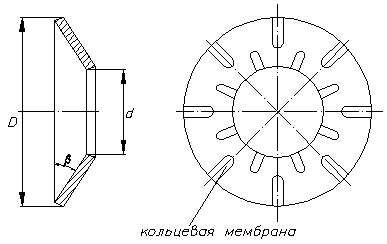
Рис. 4.104. Кольцевая мембрана.
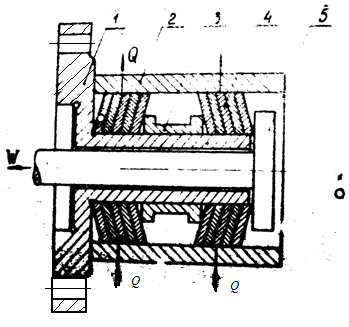
Рис. 4.105. Оправка самоцентрирующая с кольцевыми мембранами.
На корпус 1 одевается два пакета мембран 4, между которыми располагается втулка 3. Если стержень 3 получает перемещение влево, то пакеты сплющива.тся, мембраны увеличиваются в диаметре, и деталь центрируется и зажимается. Диаметры кольцевых мембран могут увеличиваться на 0,15…0,4 мм в зависимости от размера. Базирующие поверхности могут быть изготовлены по 5…11 квалитетам. Точность центрирования может быть в пределах 0,01…0,02 мм.
Для определения необходимой величины тягового усилия привода Q рассмотрим равновесие мембраны в конечном положении при закреплении (рис. 4.104, б).
Наличие радиальных прорезей позволяет с достаточной для практических расчетов точностью рассматривать мембрану как наклонную распорку между корпусом и заготовкой.
Тогда из силового треугольника можно записать:
0,75![]() ;
;
отсюда
W=0,75
Q![]() ,
,
где β – угол наклона мембраны в деформированном состоянии.
Для мембраны с d<50 мм β=9…100, с d>50 мм β=120.
Коэффициент 0,75 введен исходя из допущения, что 25% тягового усилия расходуется на деформацию мембраны в пределах зазора между базовым отверстием заготовки и мембраной в недеформированном состоянии.
Тарельчатые пружины (кольцевые мембраны) изготавливаются из стали марки 60С2А и термообрабатываются до твердости HRC 40…45.