

4.6.3.1 Винтовой самоцентрирующий механизм.
Винтовой самоцентрирующий механизм показан на рис. 4.96.
Две призмы перемещаются по точным направляющим корпуса. Перемещение осуществляется винтом, имеющим на одном конце правую, а на другом – левую резьбу одинакового диаметра. От осевого перемещения винт предохраняется сухарем (вилкой). При вращении винта призмы сходятся, осуществляя зажим заготовки, или расходятся, производя ее открепление. Такие механизмы должны иметь регулировочные устройства, позволяющие устанавливать призмы в правильное положение относительно вертикальной оси.
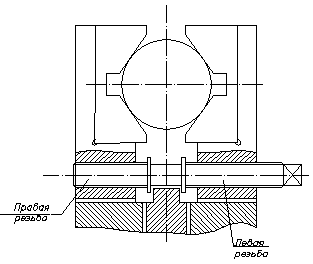
Рис. 4.96. Винтовой самоцентрирующий механизм.
Такие механизмы имеют большую погрешность центрирования (0,3…0,5 мм). В то же время с помощью этого механизма можно создать большую силу зажима, легко скомпоновать с механизированным приводом, поэтому их широко применяют на черновых и получистовых операциях.
Силовой расчет ведется по формулам для винтовых зажимов.
4.6.3.2 Реечно-зубчатые механизмы.
Реечно-зубчатые механизмы (рис. 4.97) используют в тисках вместо винтовых для обеспечения встречного перемещения призм. Такой механизм в силовой цепи обладает передаточным отношением i=1. Поэтому эти тиски используют на операциях, не требующих сил зажима, превосходящих силу на штоке привода. Погрешность центрирования этих механизмов сопоставима с погрешностью винтовых механизмов.
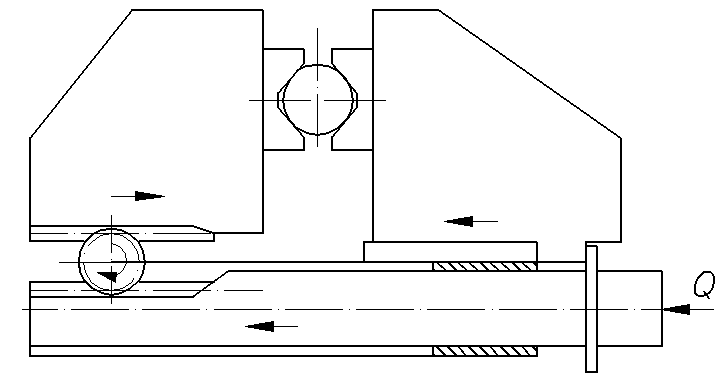
Рис. 4.97. Тиски с реечно-зубчатым самоцентрирующим механизмом.
4.6.3.3 Спирально-реечные механизмы.
Спирально-реечные механизмы (рис. 4.98) используют для перемещения кулачков в токарных патронах. Конструкции таких патронов стандартизованы ГОСТ 2675-71.
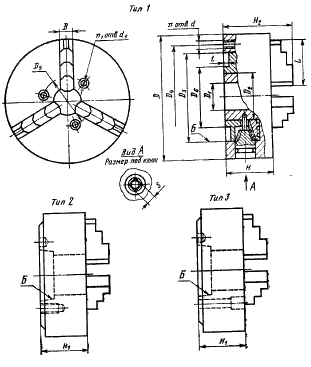
Рис. 4.98. Спирально-реечный механизм трухкулачкового патрона.
4.6.3.4 Рычажные механизмы.
В рычажных центрирующих механизмах установочно-зажимными элементами являются сами рычаги, либо кулачки, которые получают перемещение от рычагов (рис. 4.99).
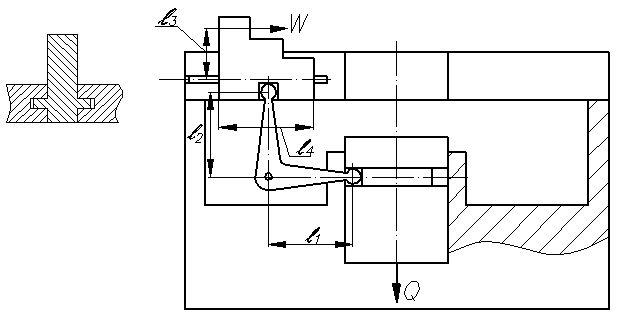
Рис. 4.99. Рычажный самоцентрирующий патрон.
Расчет силы тяги производится по следующей формуле (для упрощения расчета считали, что передача всей зажимной силы производится одним кулачком):
![]() ;
;
где выражение в скобках учитывает потери на трение в направляющих кулачков.
4.6.3.5 Клиноплунжерные самоцентрирующие механизмы.
Плунжером в приспособлениях принято называть призматическую или цилиндрическую деталь, принудительно перемещаемую по точному пазу или отверстию. Перемещение производится чаще всего при помощи клина, а возврат в исходное положение пружиной.
Клиноплунжерные механизмы часто используют в патронах для токарной обработки при центрировании как по внутренней, так и по наружной цилиндрическим поверхностям (рис. 4.100).
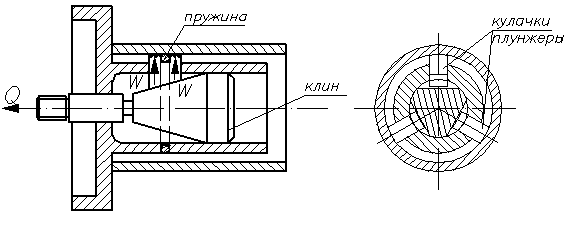
Рис. 4.100. Клиноплунжерный самоцентрирующий механизм.
Силу тяги привода Q, необходимую для обеспечения силы зажима W можно определить по формуле:
 .
.
Погрешность центрирования в клиноплунжерных механизмах составляет 0,2…0,5 мм. Поэтому патроны с такими механизмами обычно применяют для установки по черным базам на черновых операциях. Токарные патроны с клиноплунжерными кулачками выполняют по ГОСТ 16886-71.