

4.6.3 Установочно-зажимные (самоцентрирующие) механизмы
Механизмы, которые выполняют установочные и зажимные функции одновременно, называются установочно-зажимными и самоцентрирующими.
Самоцентрирующие механизмы позволяют установить заготовку по двум плоскостям симметрии или по геометрической оси детали.
Их применяют для повышения точности положения координатной системы технологической базы относительно координатной системы приспособления при установке.
Особенности этого механизма заключаются в том, что как у зажимного его элементы должны быть подвижными, а как у установочного эти элементы должны передвигаться в направляющих, обеспечивающих минимальный люфт в направлении, перпендикулярном перемещению.
Самоцентрирующий механизм имеет несколько (не менее двух) установочно-зажимных элементов, перемещающихся в направлении зажима. Движение этих элементов взаимосвязано так, что они могут передвигаться к центру или от центра одновременно и с одинаковой скоростью.
В результате этого перемещения расстояние от центра до рабочих поверхностей всех элементов равны для любого момента перемещения. Центр, относительно которого перемещаются установочно-зажимные элементы, называется центром самоцентрирования. Относительно него и определяется положение заготовки, закрепляемой в самоцентрирующем устройстве.
Самоцентрирующие механизмы применяются в трех случаях:
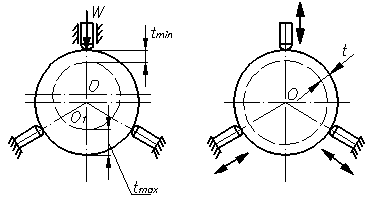
1) Когда нужно обеспечить равномерность припуска, снимаемого на операции. Пример такого назначения приведен на рис. 4.95, а. При установке вала в патрон с двумя жесткими и одним подвижным (зажимным) кулачком в результате колебаний базового диаметра заготовки в пределах допуска ось заготовки О1 не совпадает с осью вращения (на величину погрешности базирования), а припуск при точении будет неравномерен в пределах от tmin до tmax. При использовании самоцентрирующего устройства ось вращения О становится одновременно и установочной базой заготовки, в результате чего снимается равномерный припуск t.
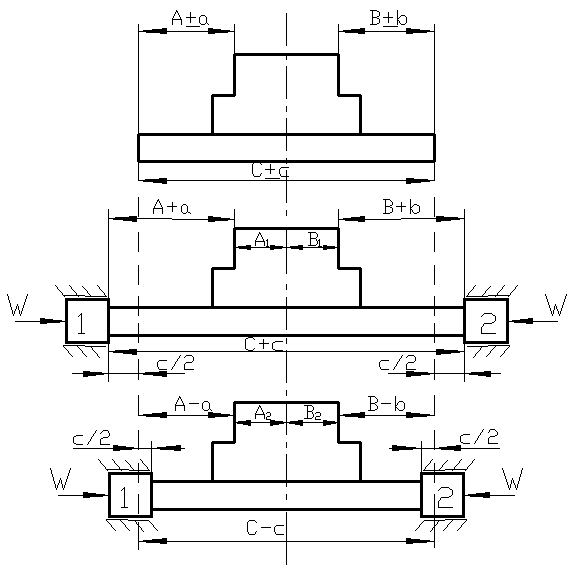
2) Когда необходимо распределить между двумя или несколькими размерами допуск на расстояние между их измерительными базами (рис. 4.95,б).
На операции одновременно выдерживаются размеры А и В. Если за установочную базу в этом направлении принять измерительную (конструкторскую) базу размера А, то погрешность базирования этого размера εδА=0, а погрешность базирования размера В: εδВ=2С. Размер В будет очень неточен. При использовании самоцентрирующего механизма установочной базой станет середина размера С, а погрешности базирования будут равны εδА= εδВ=С.
3) Когда на операции за установочную базу необходимо принять конструкторскую базу в виде оси или точки.
Пример такого назначения приведен на рис. 4.95, в. На операции необходимо обработать два отверстия, симметрично расположенных относительно центра детали О. Использование в качестве установочной базы любых поверхностей заготовки (а, следовательно, и жестких установочных элементов) неизбежно приводит к появлению погрешности базирования размера L. Применение же самоцентрирующего механизма позволяет использовать в качестве установочной базы точку О и тем самым свести к нулю погрешность базирования размера L.
а)
б)
в)
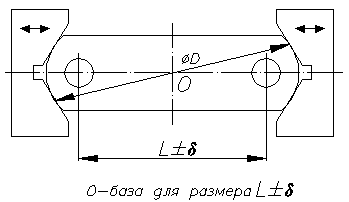
Рис. 4.95. Схемы применения самоцентрирующих механизмов.
Все реальные самоцентрирующие устройства имеют погрешность установки, называемую погрешностью центрирования. Эта погрешность есть несовпадение осей базовой и обработанной поверхностей, а возникает она вследствие неточности изготовления механизма перемещения элементов и неточности установки его на станке. Таким образом, погрешность центрирования есть, по существу, погрешность положения.
Самоцентрирующие механизмы различаются между собой формой рабочей поверхности подвижных механизмов и конструкцией механизма, обеспечивающего взаимосвязанное их движение. По первому признаку различают призматические и кулачковые механизмы, а по второму признаку:
- винтовые;
- реечно-зубчатые;
- спирально-реечные;
- рычажные;
- клиновые (клиноплунжерные и клиношариковые);
- с упругодеформируемыми элементами (цанговые, мембранные, гидропластовые).
Границы применимости различных по конструкции механизмов определяются двумя их характеристиками – величиной присущей им погрешности центрирования и величиной создаваемой силы зажима.