

4.6.1.11 Рычажно-шарнирные механизмы
По конструкции эти механизмы делятся на однорычажные и двухрычажные. Двухрычажные могут быть одностороннего и двухстороннего действия.
Рычажно-шарнирные механизмы используются как быстродействующие ручные зажимы или как усилители в механизированных приводах.
4.6.1.12 Однорычажные шарнирные механизмы
Принципиальная схема однорычажного механизма приведена на рисунке 4.84.
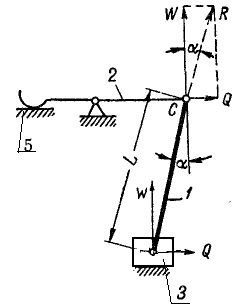
Рис. 4.84. Принципиальная схема однорычажного шарнирного механизма.
Он состоит из рычага 1, шарнирно соединенного с ползуном 3 и обычным двуплечим рычагом 2, который зажимает заготовку 5. Рычаг 1 образует с направлением силы W угол α.
В идеальном механизме (когда силы трения отсутствуют) равнодействующая R сил Q и W на ползуне передается вдоль оси рычага 1. В точке С можно разложить ее на составляющие Q и W, связь между которыми описывается уравнением:
![]() ;
(1)
;
(1)
В реальном механизме возникают силы трения в шарнирах и в направляющих ползуна 3. Тогда для реального механизма уравнение (1) запишется в следующем виде:
![]() ;
(2)
;
(2)
где β – угол, учитывающий потери на трение в шарнирах;
φ – угол трения в направляющих ползуна.
Определим величину угла β.
Из центров отверстий радиусом ρ=r f описаны две окружности трения (штрихпунктирные линии), где f – коэффициент трения в шарнирах. К этим кругам проведена касательная аа, а угол между этой касательной и линией центров шарниров и есть искомый угол β (рис. 4.85).
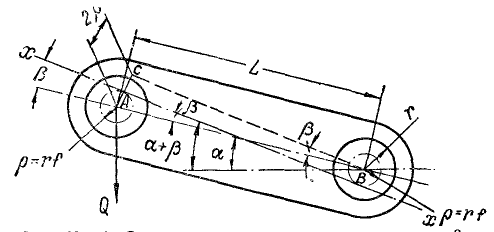
Рис. 4.85. Схема к расчету угла β.
Для определения угла β через центр верхнего шарнира проведена прямая СВ, параллельная касательной аа. В прямоугольном треугольнике АСВ катет АВ равен радиусам трения и тогда:
![]() ;
;
где d – диаметр шарнира.
Откуда:
![]() .
.
Анализ формулы (2) показывает, что она по структуре аналогична формуле для плоского односкосого клина. Угол α для рычажно-шарнирного механизма не является постоянным. Колебание его величины зависит от колебания размеров заготовки. В связи с этим сила зажима тоже постоянна. С уменьшением угла α силы зажима W увеличивается. Однако уменьшение α ведет за собой уменьшение хода зажимного механизма, так как ход равен:
S=l (1-cosα).
Для уменьшения потерь на трение в направляющих ползуна он может быть заменен роликом, катящимся на поверхности корпуса.
Рычажно-шарнирный механизм может быть выполнен с консольным плунжером вместо рычага 2 (рис. 4.86).
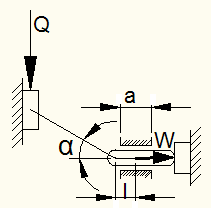
Рис. 4.86. Схема рычажно-шарнирного механизма с консольным плунжером.
В этом случае в формуле (2) необходимо учесть потери на трение в направляющих плунжера аналогично тому, как это сделано нами для клиноплунжерного механизма:
![]() ;
;
где l – расстояние от шарнира до оси проворота плунжера (середины направляющих);
![]() - угол трения в направляющих плунжера;
- угол трения в направляющих плунжера;
а – ширина направляющих плунжера.
4.6.1.13 Двухрычажные шарнирные механизмы
Принципиальные схемы двухрычажных шарнирных механизмов приведены на рис. 4.87.
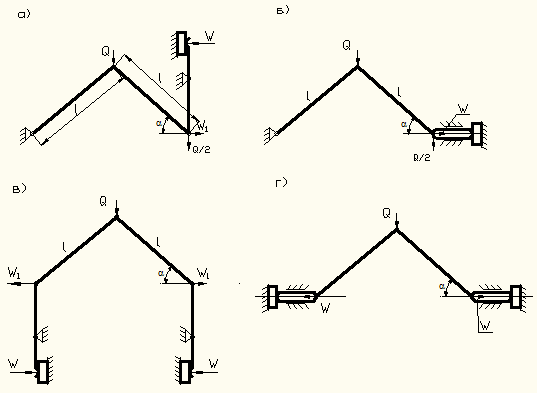
Рис. 4.87. Схемы двухрычажных шарнирных механизмов.
Двухрычажные механизмы одностороннего действия (рис. 4.87. а, б) отличаются от однорычажных тем, что исходная сила Q поровну делится между двумя рычагами. Поэтому такие механизмы дают вдвое меньшую зажимную силу по сравнению с однорычажными. Но двухрычажные механизмы обладают вдвое большим ходом.
Для механизмов без плунжера (рис. 4.87 а, в) силу зажима можно рассчитать по формуле:
![]() ;
;
где β – угол, учитывающий потери на трение в шарнирах.
Для механизмов с плунжером (рис. 4.87 б, г):
![]() ;
;
Для механизмов рис. 4.87 а, б запас хода равен:
S=2l (1-cosα).
Для механизмов рис. 4.87 в, г суммарный запас хода равен:
Sсум=2l (1-cosα).