

4.6.1.9 Расчет механизма с торцовым кулачком (винтовым клином)
На рисунке 4.81 представлена схема сил, действующих в механизме с торцовым кулачком. Такой механизм представляет собой комбинированный зажим, состоящий из рычажного с осью поворота ОО и плечами rср и (l+r) и клинового с углом подъема α.
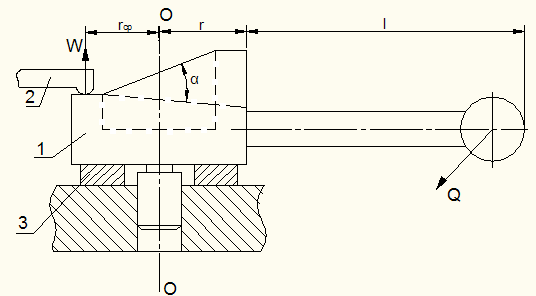
Рис. 4.81. Схема сил в механизме с торцовым кулачком.
Передаточное отношение i комбинированного механизма есть произведение передаточных отношений, входящих в него простых механизмов. Поэтому сила W, развиваемая таким механизмом, определяется по формуле:
![]() ;
;
где
![]() – передаточное отношение рычага;
– передаточное отношение рычага;
![]() - передаточное отношение плоского
односкосого клина (φ1
и φ2
– углы трения скольжения в зонах контакта
клина 1 с рычагом 2 и опорной шайбой 3,
соответственно) .
- передаточное отношение плоского
односкосого клина (φ1
и φ2
– углы трения скольжения в зонах контакта
клина 1 с рычагом 2 и опорной шайбой 3,
соответственно) .
Таким образом
![]()
4.6.1.10 Рычажные зажимы
Рычажные механизмы используются в виде двуплечего рычага в сочетании с различными силовыми источниками. При помощи рычага можно изменять величину и направление зажимной силы, а также осуществлять одновременное закрепление заготовки в двух местах.
Конструктивных разновидностей рычажных зажимов много, однако все они сводятся к трем принципиальным силовым схемам, приведенным на рисунке 4.82.
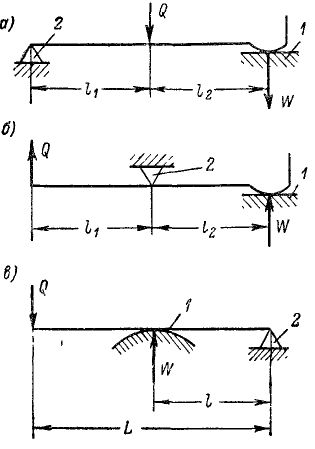
Рис. 4.82. Схемы рычажных механизмов.
На данном рисунке приведены формулы расчета идеальных механизмов (без учета сил трения).
Анализ схем и формул показывает, что наибольший выигрыш в силе (наибольшее передаточное отношение) дает третья схема, однако в конструктивном отношении она громоздка, так как требует большого рабочего хода силового источника, а в эксплуатации неудобна, так как усложняет загрузку заготовки под рычаг. Вторая схема применяется в тех случаях, когда требуется изменить направление исходной силы. Первая схема дает наиболее компактную конструкцию, однако передаточное отношение ее всегда меньше единицы.
Рассмотрим пример расчета силы зажима рычагом с учетом сил трения. Схема сил, действующих на рычаг, приведена на рисунке 4.83.
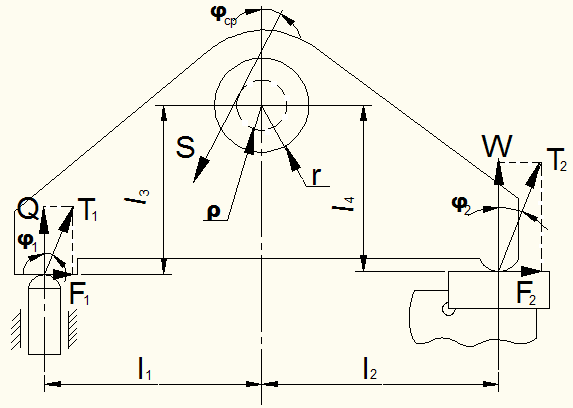
Рис. 4.83. Схема сил, действующих на рычаг.
При закреплении рычагом возникают силы трения F1 и F2 на поверхностях контакта рычага со штоком привода и заготовкой. В цапфе рычага возникает реакция S, создающая на плече ρ=r f момент трения. Угол отклонения силы S φср с достаточной точностью можно принять равным среднему значению между φ1 и φ2:
![]() ;
;
Величину силы S можно принять равной сумме Т1 и Т2:
![]() ;
(1)
;
(1)
Из условия равновесия рычага имеем:
![]() ;
(2)
;
(2)
где
![]() ;
;
![]() ;
(3)
;
(3)
Подставим в (2) значение из (1) и (3):
![]() ;
;
Откуда:
 .
(4)
.
(4)
В формуле (4) дробь в правой части представляет передаточное отношение рычага с учетом потерь на трение. Как показали исследования, потери на трение в рычаге колеблются в зависимости от диаметра цапфы оси качания от 1,5 до 6%. Поэтому в практике для расчетов пользуются формулой:
![]() ;
(5)
;
(5)
где ŋ=0,94…0,98 = КПД рычага.