

4.6.1.5 Клиноплунжерные механизмы
Они бывают с одним, двумя или большим числом плунжеров. Одно- и двухплунжерные механизмы применяют как зажимные; многоплунжерные используют как самоцентрирующие механизмы.
Расчет силы зажима в одноплунжерных механизмах.
Существуют две основные принципиальные схемы одноплунжерных механизмов:
а) с консольным плунжером (рис. 4.77,а);
б) с двухопорным плунжером (рис. 4.78,а).
Для получения расчетных формул рассмотрим равновесие клина и плунжера каждого механизма в отдельности.
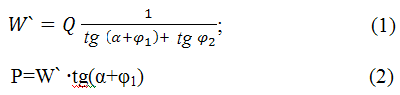
В конструкции а) клин представляет собой плоский односкосый клин, формула для его расчета получена ранее
Рассмотрим равновесие плунжера 2 (рис. 4.77,б).
Консольный плунжер под действием силы Р перекашивается в пределах зазора в направляющих. В результате давление плунжера на направляющие распределяется по закону треугольника. Равнодействующие этих давлений N удалены от вершины прямого угла на 1/3 катета, то есть расстояние между силами N равно 2/3а.
а) б)
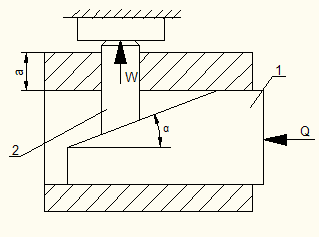
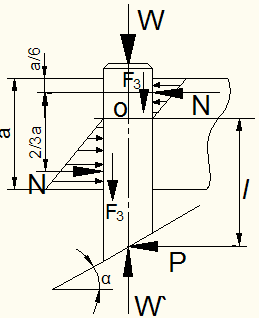
Рис. 4.77. Схема клиноплунжерного механизма с консольным плунжером.
При условии равновесия плунжера сумма моментов сил Р и N относительно точки О равна 0:
![]() ;
(3)
;
(3)
Откуда

Для зажима заготовки плунжер перемещается вверх, при этом силы N вызывают силы трения F3, которые препятствуют перемещению плунжера:
F3=N![]() tgφ3;
tgφ3;
Подставив сюда N из (4), имеем:
![]() ;
(5)
;
(5)
Возьмем сумму проекций всех сил на вертикальную ось:
- W - 2F3 + W`=0; (6)
и подставим сюда значение F3
![]()
откуда
![]() ;
(7)
;
(7)
Приравняем между собой выражения для W` из уравнений (1) и (7)

откуда
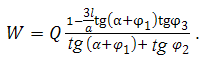 (8)
(8)
а) б)
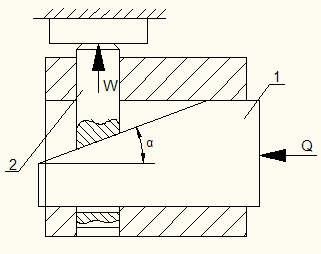
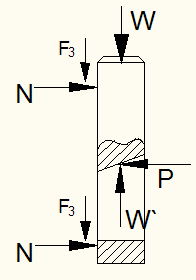
Рис. 4.78. Схема клиноплунжерного механизма с двухопорным плунжером.
При применении двухопорного плунжера плунжер под действием силы Р не перекашивается, а прижимается к одной стороне направляющих (рис. 4.78,б). При его перемещении будет возникать сила трения F3=N tgφ3 и условия равновесия плунжера можно записать:
-W+W`- 2F3=0;
-W+W`-P tgφ3=0; (9)
Подставив P из (2), имеем:
- W+W`-W`tg(α+φ1) tgφ3=0 (10)
откуда:
![]() ;
(11)
;
(11)
Приравнивая выражения (1) и (11), получим:
W=Q![]() .
(12)
.
(12)
В формулах (8) и (12) дроби в правой части представляют собой передаточные отношения i рассматриваемых механизмов.
Для уменьшения потерь на трение клиноплунжерные механизмы, также как и механизмы с односкосым клином, выполняются с роликами (одним или двумя), что приводит к замене трения скольжения трением качения.
4.6.1.6 Эксцентриковые зажимы
Они являются самыми быстродействующими из всех ручных зажимных механизмов. По быстродействию они сравнимы с пневмозажимами. Эксцентрики работают по принципу клина.
Применяются две конструктивных разновидности эксцентриков – круговые и криволинейные. Круговые эксцентрики представляют собой диск или валик со смещённой осью вращения. Они получили наибольшее распространение, так как просты в изготовлении. У криволинейных эксцентриков профиль очерчен по архимедовой или логарифмической спирали.
Эксцентрики рекомендуются изготавливать из стали 20Х с цементацией рабочей поверхности на глубину 0,8…1,2 мм и закалкой HRC 55…60.
Недостатки эксцентриковых зажимов:
- Малая величина рабочего хода, ограниченная величиной эксцентриситета.
- Непостоянство силы зажима в партии заготовок при закреплении круговым эксцентриком.
- Повышенная утомляемость рабочего, обусловленная свойством.
- Неприменимость при наличии ударной работы или работе с вибрациями из-за опасности самооткрепления.
Несмотря на эти недостатки, эксцентриковые зажимы широко применяются в приспособлениях, особенно для мелкосерийного и серийного производства. Это объясняется простотой конструкции, невысокой стоимостью изготовления и высокой их производительностью.
Непостоянство
силы зажима кругового эксцентрика
связано с неравномерностью угла подъёма
криволинейного клина. Круговой эксцентрик
удовлетворительно зажимает заготовку
при рабочих углах поворота β=30…130![]() .
Даже при таких углах поворота сила
зажима колеблется по величине на 20…25%.
.
Даже при таких углах поворота сила
зажима колеблется по величине на 20…25%.
Практикой
установлено, что хорошо работают
эксцентрики, у которых R/е![]() 7.
Они обеспечивают достаточный ход при
угле поворота β в пределах 135
и обеспечивают самоторможение эксцентрика.
7.
Они обеспечивают достаточный ход при
угле поворота β в пределах 135
и обеспечивают самоторможение эксцентрика.
Криволинейные эксцентрики обеспечивают постоянство силы зажима, так как угол подъёма у них постоянный. Но эти эксцентрики сложны в изготовлении и поэтому применение их ограничено.