

4.6.1 Простые зажимные механизмы
При конструировании приспособления всегда возникает задача по найденной силе зажима W установить тип и основные размеры зажимного устройства и определить силу, развиваемую приводом. Для любого зажимного механизма можно записать уравнение сил:
W=Q i;
где W – сила, развиваемая на ведомом звене (сила зажима);
Q – исходная сила, получаемая зажимным механизмом от силового привода (прикладываемая к ведущему звену механизма).
i – передаточное отношение сил, характеризующее конструктивные параметры механизма.
Рассмотрим основные конструктивные разновидности простых зажимных механизмов и методику определения сил зажима для каждого из них.
4.6.1.1 Винтовые механизмы
Винтовые механизмы имеют самое широкое распространение и применяются в приспособлениях с ручным закреплением заготовок, с механизированным приводом, а также на автоматических линиях при использовании приспособлений-спутников.
Достоинствами их является простота конструкции, невысокая стоимость и высокая надежность в работе.
Однако простейший зажим в виде индивидуального винта, действующего на деталь непосредственно, применять не рекомендуется, так как в месте его действия деталь деформируется и, кроме того, под влиянием момента трения, возникающего на торце винта, может быть нарушено положение обрабатываемой детали в приспособлении относительно инструмента.
Правильно сконструированный простейший винтовой зажим, кроме винта должен состоять из направляющей резьбовой втулки со стопором, предотвращающим произвольное ее вывинчивание, наконечника и гайки с рукояткой или головкой (рис. 4.70).
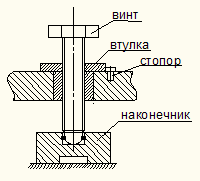
Рис. 4.70. Винтовой механизм.
Наконечник предназначен для увеличения поверхности соприкосновения зажима с обрабатываемой деталью, в результате чего значительно уменьшается давление на деталь, а следовательно, и деформация смятия детали. Кроме того, наконечник, перемещаясь только поступательно, почти исключает возникновение момента трения в месте соприкосновения с деталью и тем самым не нарушает положение детали, определившееся установочными элементами.
Винтовые механизмы используются как для непосредственного зажима, так и в сочетании с другими механизмами. Непосредственный зажим осуществляется либо винтом при неподвижной резьбовой втулке (рис. 4.71,а), либо гайкой при неподвижной шпильке (рис. 4.71,б).
а) б)
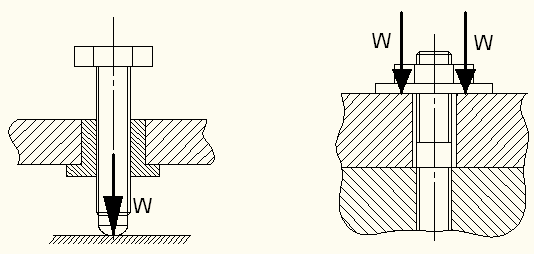
Рис. 4.71. Схема закрепления винтом (а) и гайкой (б).
Номинальный диаметр винта определяется по формуле:
![]() ;
(мм)
;
(мм)
где С=1,4 – коэффициент для основной метрической резьбы.
W – сила зажима закрепления заготовки, Н.
σ – напряжение растяжения (сжатия).
Для винтов из стали 45 с учетом износа резьбы σ=80…100 МПа.
Диаметр округляют до ближайшего большего значения. В приспособлениях применяют метрическую резьбу от М8 до М42.
4.6.1.2 Определение силы зажима, развиваемой с помощью винтовых механизмов
1) Зажим осуществляется гайкой.
В этом случае при завинчивании гайки момент силы, приложенной к гаечному ключу (или к рукоятке головки), расходуется на преодоление момента Мтр1 силы трения в резьбовом соединении гайки с винтом и момента Мтр2 силы трения на опорной поверхности гайки.
Момент завинчивания гайки определяется по формуле:
М=Q l;
где Q – сила, приложенная к гаечному ключу;
l – расчетная длина ключа (рукоятки).
Момент силы трения в резьбовом соединении определится из выражения:
![]() ;
;
где W – сила зажима.
dср=d2 – средний диаметр резьбы.
ω - угол подъема винтовой линии резьбы (ω для М8…М42 меняется от 3010` до 3057`).
![]() – приведенный угол трения в резьбе (f
– коэффициент трения, α – угол профиля
резьбы).
– приведенный угол трения в резьбе (f
– коэффициент трения, α – угол профиля
резьбы).
Момент силы трения на опорной поверхности гайка:
![]() ;
;
где f1 – коэффициент трения на опорной поверхности гайки (можно принять f1=f);
D – наибольший диаметр опорной поверхности гайки;
D0 – диаметр отверстия для болта в шайбе.
Из условия равновесия затянутой системы деталей можно записать, что:
М=Мтр1+Мтр2;
или, подставляя значения
![]()
отсюда

2).Зажим осуществляется торцовой частью винта.
В этом случае величина силы зажима зависит от формы торца винта и от формы поверхности, на которую опирается винт (рис. 4.72).
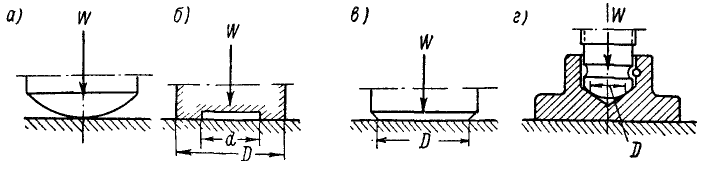
Рис. 4.72. Зажим винтом с различной формой торца.
Для винтов со сферической пятой (рис. 4.72,а):
Мтр2=0; и сила зажима определяется по формуле:
Для винтов с кольцевой пятой (рис. 4.72,б) сила зажима определяется также как для зажима гайкой.
Для винтов с плоской пятой (рис. 4.72,в) момент трения Мтр2 рассчитывается по формуле:
![]() ;
;
а сила зажима будет равна:
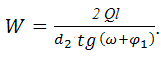
Для винтов с неподвижным наконечником и сферической пятой (рис. 4.72,г) момент трения равен:
![]() .
.
Тогда сила зажима будет

При проектировании зажимных винтов с плоской или кольцевой пятой целесообразно проверить их торцы по напряжениям смятия, пользуясь формулой:
![]() ;
;
а)
![]() ;
б)
;
б) ![]() .
.
Торцы винтов со сферической пятой необходимо проверить по контактным напряжениям, пользуясь формулой:
![]() ;
;
где
q
– нагрузка, равная отношению силы W
к длине линии контакта (для винтов типа
г)![]() ; типа а)
; типа а)![]() );
);
![]() - приведенный модуль упругости материалов
контактируемых деталей;
- приведенный модуль упругости материалов
контактируемых деталей;
![]() – приведенный радиус кривизны
контактируемых поверхностей деталей
в месте их контакта.
– приведенный радиус кривизны
контактируемых поверхностей деталей
в месте их контакта.
![]() - допускаемой контактное напряжение.
Оно выбирается в зависимости от предела
текучести σт
материала менее прочной из контактирующих
деталей.
- допускаемой контактное напряжение.
Оно выбирается в зависимости от предела
текучести σт
материала менее прочной из контактирующих
деталей.
С учетом сказанного имеем:
для
винтов типа а):  ;
;
для
винтов типа г):  .
.
При грубо приближенных расчетах для определения силы зажима при нормальной длине ключей (l=14d, где l – длина ключа, d – номинальный диаметр резьбы) можно пользоваться формулами:
-
при зажиме винтами со сферической пятой
W![]() 140Q;
140Q;
- при зажиме гайками W=65Q.
Большинство деталей винтовых механизмов приспособлений стандартизованы.
Материал нажимных винтов – сталь 45. Твердость HRC 33…38, метрическая или трапецеидальная резьба.
Материал гаек – сталь 45 (HRC 30…35) или сталь 40Х (HRC 33…38).