

4.5.4 Выбор точки приложения зажимной силы
При выборе места приложения силы зажима необходимо руководствоваться следующими правилами:
1) Сила зажима не должна опрокидывать или сдвигать заготовку по установочным элементам. Для этого необходимо, чтобы точка приложения зажимной силы:
а) проектировалась на установочный элемент, по возможности ближе к его центру, или в многоугольник, образованный линиями, соединяющими установочные элементы (рис. 4.59,а);
б) лежала на участке поверхности заготовки, параллельной поверхности установочного элемента (рис. 4.59,б).
а) б)
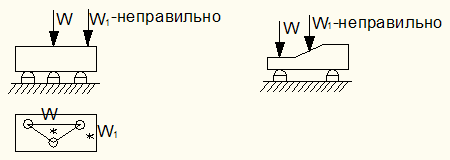
в)
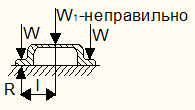
Рис. 4.59. Схемы расположения сил зажима на заготовке.
2) Сила зажима с реакциями опор не должна создавать изгибающих моментов во избежание деформаций заготовки и связанных с этим дополнительных погрешностей выполняемых размеров (рис. 4.59, в).
3) Точка приложения зажимной силы должна быть расположена ближе к месту обработки, особенно для заготовок малой жесткости.
4.5.5 Расчеты зажимной силы при различных схемах установки и закрепления
4.5.5.1 Определение зажимной силы, предупреждающей поступательное перемещение заготовки
а) Сила резания Р действует параллельно опорной плоскости (рис. 4.60).
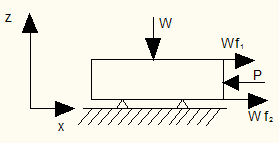
Рис. 4.60. Схема действия сил.
Весом заготовки пренебрегаем.
∑Fx=0;
Тогда kP – f1W – f2W = 0;
![]() ;
;
б) Сила резания Р действует под углом к опорной плоскости (рис. 4.61.).
Рис. 4.61. Схема действия сил.
∑Fx=0; kP1 – f1W – (W+P2)f2= 0;
Отсюда
![]() ;
;
в) Сила резания Р действует под углом от опорной плоскости (рис. 4.62).
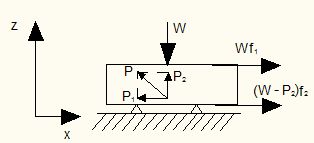
Рис. 4.62. Схема действия сил.
∑Fx=0; kP1 – f1W – (W-P2)f2= 0;
Отсюда
![]() ;
;
г) Сила резания Р действует под углом от опорной поверхности при наличии упора (рис. 4.63).
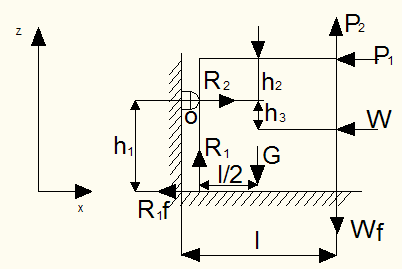
Рис. 4.63. Схема действия сил.
Считаем, что коэффициент трения заготовки об упор и основание приспособления одинаковы: f1=f2=f.
Под действием сил резания Р1 и Р2 заготовка стремится повернуться против часовой стрелки вокруг точки О. При этом возникают: реакция R1, сила трения f R1, сила трения f W. Повороту будут препятствовать моменты сил от: силы трения f R1 (плечо h1), силы трения f W (плечо l) и зажимной силы W (плечо h3).
Определим сумму проекций всех сил на вертикальную ось:
∑Fz=0; R1 + kP1 – G – fW = 0;
Отсюда
![]() ;
;
Сумма
моментов относительно точки О: ![]() ;
;
![]() ;
;
Подставив R1 из первого уравнения, получим:
![]() ;
;
Тогда
 .
.
4.5.5.2 Определение зажимной силы, предупреждающей провертывание заготовки под действием момента резания
а) Заготовка закреплена в трехкулачковом патроне и находится под воздействием момента резания Мрез. Удерживается от проворота моментом трения мужду кулачками и заготовкой (рис. 4.64).
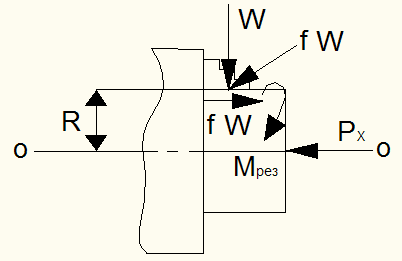
Рис. 4.64. Схема действия сил.
Условие равновесия будет: ∑Мо=0;
![]() ;
;
В общем случае:
![]() ;
;
где n – число кулачков.
Если имеется значительная осевая сила Рх и заготовка не имеет упора торцом, необходима сила трения, которая будет препятствовать осевому сдвигу заготовки.
![]() ;
;
Тогда
![]() .
.
Из двух рассчитанных сил зажима W выбирают большую.
б) Заготовка центрируется на пальце и прижимается к трем точечным опорам несколькими прихватами. При действии Мрез заготовка удерживается от проворота моментами трения на опорах и между прихватами и заготовкой (рис. 4.65).
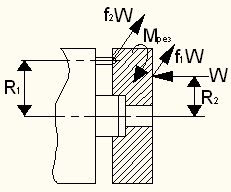
Рис. 4.65. Схема действия сил.
Считая реакции на опорах равными, условие равновесия можно записать:
;
![]() ;
;
Отсюда
![]() .
.
в) Заготовка центрируется на оправке и удерживается от проворота моментами трения на кольцевой площадке бурта оправки и между зажимом и заготовкой (рис. 4.66).
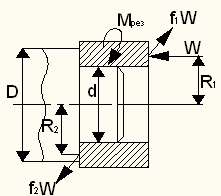
Рис. 4.66. Схема действия сил.
Условие равновесия будет (при равномерном распределении силы по кольцевой площадке):
![]() ;
;
где
![]() ;
;
откуда:
 .
.
г) Заготовка закреплена в призме с углом α (рис. 4.67).
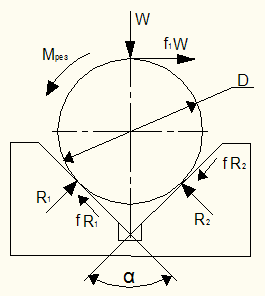
Рис. 4.67. Схема действия сил.
Если на торце заготовки нет сил трения, условие равновесия будет:
![]() ;
;
![]() ;
;
Откуда:
 .
.
При действии значительной осевой силы Рх (кроме Мрез) и отсутствии упора сила зажима должна также удовлетворять условию:
 .
.