

4.5.2 Порядок расчета силы зажима
Расчет сил зажима рекомендуется проводить в следующем порядке:
1 Вычислить силы и моменты резания, силу тяжести заготовки, инерционные силы, действующие в процессе обработки.
2 Составить расчетную схему действующих на заготовку сил. Для этого:
2.1 Изобразить заготовку с опорными точками (при необходимости в нескольких проекциях).
2.2 Изобразить (нанести на схему) все активные силы, действующие на заготовку (силы резания, инерции, тяжести и зажима). При этом силы тяжести и силы инерции следует учитывать в том случае, когда их величины составляют более 10% от сил резания.
2.3 Условно отбросить опоры и заменить их действие реакциями связей, которые должны быть направлены по нормали к поверхности заготовки.
2.4 Изобразить силы трения, которые определяются как Fтр=f R или Fтр=f W (где R – реакция опоры, W – сила зажима, f – коэффициент трения скольжения).
Их направление противоположно возможному смещению заготовки по опорам. В общем случае силу трения следует раскладывать на составляющие по координатным осям.
2.5 Убедиться, что данная задача является статически определенной, то есть число алгебраических неизвестных (сил реакции опор и сил зажима) – не более шести.
2.6 Выбрать систему осей декартовых координат так, чтобы наибольшее возможное число сил было параллельно или перпендикулярно этим осям (что уменьшит число составляемых уравнений для проекций сил) и чтобы линии действия неизвестных сил пересекали эти оси.
2.7 Расчетную схему сил следует составить для наиболее неблагоприятного варианта местоположения режущего инструмента по длине обрабатываемой поверхности, при котором для удержания заготовки от перемещения и поворота под действием силы резания требуется приложить наибольшее зажимное усилие.
3 Составить систему уравнений статики, то есть уравнения сил и моментов из условия равновесия заготовки (количество уравнений должно быть равно количеству неизвестных в расчетной схеме).
4 Определить величину силы зажима W, решая данную систему уравнений сил и моментов. Типовые схемы расчета W приведены в справочниках.
5 Полученное значение зажимного усилия W увеличить, умножая его на коэффициент запаса:
![]() .
.
4.5.3 Выбор направления зажимной силы
Для удовлетворения требований к зажимным элементам большое значение имеет выбор направления зажимной силы. Величина зажимной силы в значительной степени зависит от ее направления.
При выборе направления зажимной силы необходимо придерживаться следующих правил:
1) Зажимная сила должна быть направлена перпендикулярно поверхности установочных элементов, чтобы к ним прижать установочную базу.
2) При установке на несколько базовых поверхностей сила зажима должна быть направлена на тот установочный элемент, с которым заготовка имеет наибольшую площадь контакта.
3) Направление силы зажима должно совпадать с направлением веса заготовки; это облегчает работу зажимного устройства.
4) Направление силы зажима должно совпадать с направлением силы резания.
На практике редко можно обработать направление силы зажима, удовлетворяющее всем правилам. В этих случаях необходимо находить оптимальные решения.
Выбору рационального направления зажимной силы способствует введение в силовую схему закрепления заготовки упора. Упоры воспринимают действующие на заготовку силы и позволяют уменьшить необходимую величину зажимной силы или изменить ее направление.
Упоры, как правило, применяются в двух случаях:
1) когда при обработке действуют большие сдвигающие силы, направление которых параллельно поверхности основных установочных элементов;
2) когда при обработке без упора заготовка не имеет поверхности, способной воспринять силу зажима.
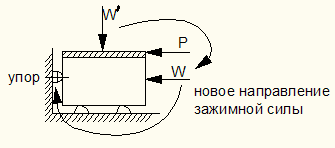
Рис. 4.58. Схема применения упора.