4.4.6 Ориентирующие и самоцентрирующие механизмы
В ряде случаев устанавливаемые детали необходимо ориентировать по их плоскостям симметрии. Применяемые для этой цели механизмы обычно не только ориентируют, но и зажимают детали, поэтому называются установочно-зажимными.
Установочно-зажимные механизмы делятся на ориентирующие и самоцентрирующие. Первые ориентируют детали только по одной плоскости симметрии, вторые – по двум взаимно перпендикулярным плоскостям.
К группе самоцентрирующих механизмов относятся всевозможные конструкции патронов и оправок.
Для ориентирования и центрирования деталей некруглой формы часто используют механизмы с неподвижными (ГОСТ 12196-66), установочными (ГОСТ12194-66) и подвижными (ГОСТ 12193-66) призмами. В ориентирующих механизмах одна из призм крепится жестко – неподвижная или установочная, а вторая выполняется подвижной. В самоцентрирующих механизмах обе призмы перемещаются одновременно.
На рис. 4.51 показан ориентирующий механизм, в котором призма 1 закреплена жестко, а призма 2 перемещается винтом с помощью маховичка 3. При ориентации и зажиме литых и кованых заготовок с неточными размерами по длине применяют установочную и подвижную призмы. Первая выставляется при наладке по размерам заготовки, после чего крепится жестко.
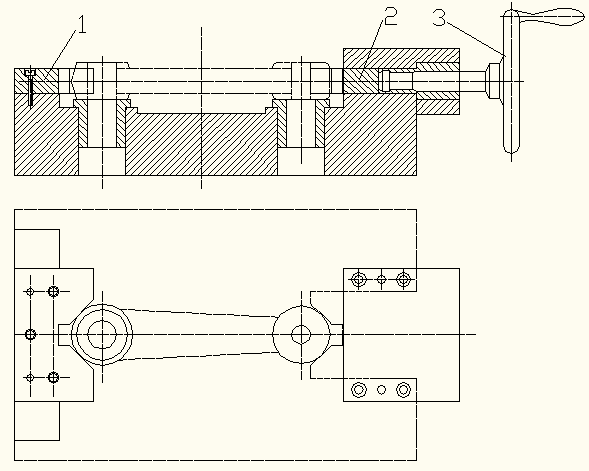
Рис. 4.51. ориентирующий механизм с двумя призмами.
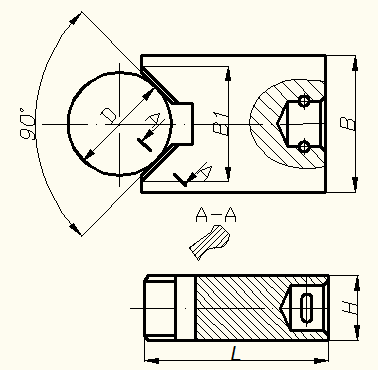
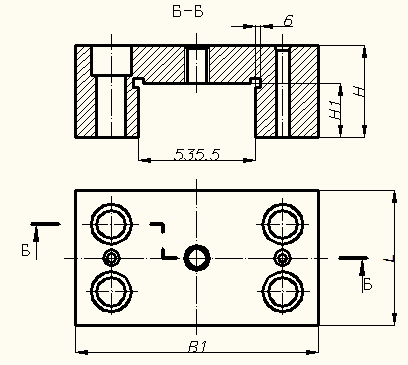
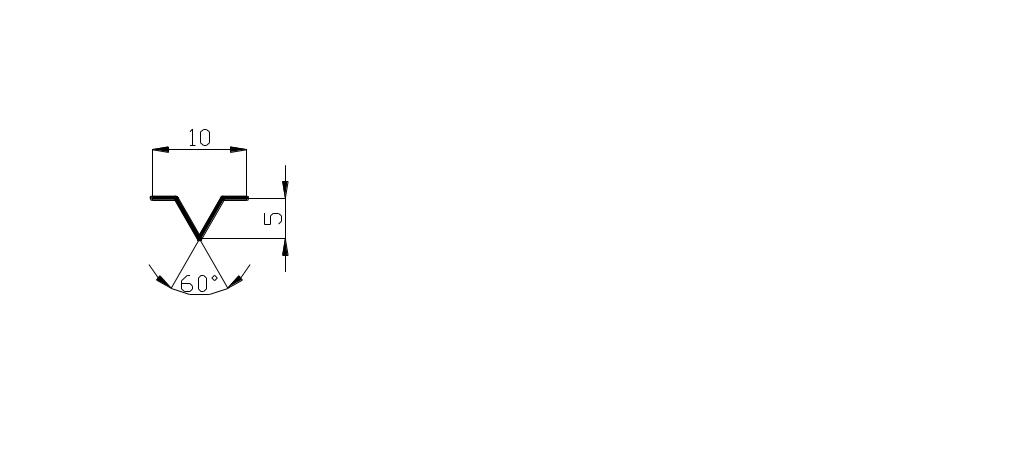
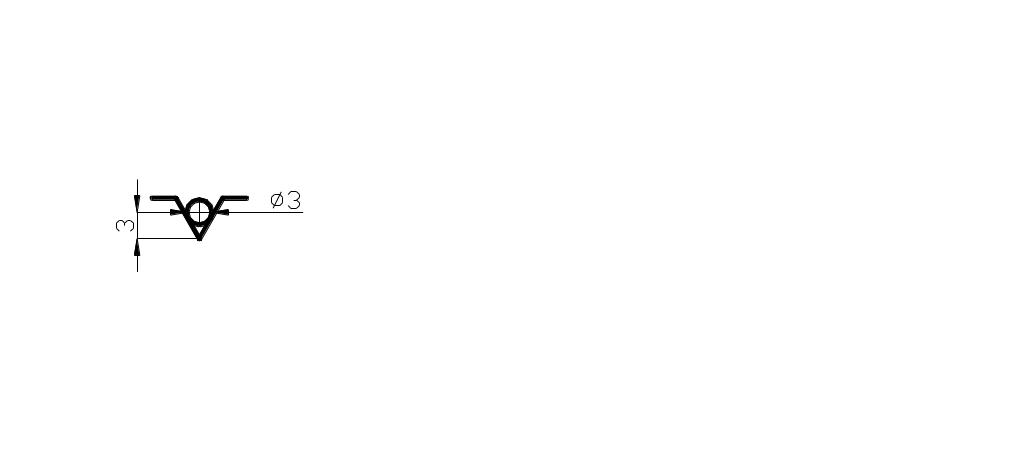
На рис. 4.52 показаны конструкции призм. Неподвижные призмы для зажимных деталей диаметрами D=5…100 мм выполняются с L= 32…100 мм; М=10; В=16…100 мм в двух исполнениях: исполнение 1 – без поднутрения рабочих поверхностей призмы, исполнение 2 – со скошенными рабочими поверхностями под углом α=70. В последнем случае обеспечивается более надежное прилегание необработанной поверхности детали к основной опоре. Установочные и подвижные призмы, предусмотренные для зажима деталей диаметром D=3…100 мм, выполняются с L=25; М=8…32; В=16…100 мм. Они также имеют два исполнения: без скоса и со скосом рабочих поверхностей (α=70). Материал призм: сталь марки 20Х, твердость рабочих поверхностей HRC 55…60. Цементация производится на глубину h-0,8…1,2 мм.
Подвижные и установочные призмы монтируются в приспособлении с помощью направляющих колодок (ГОСТ 12198-66).
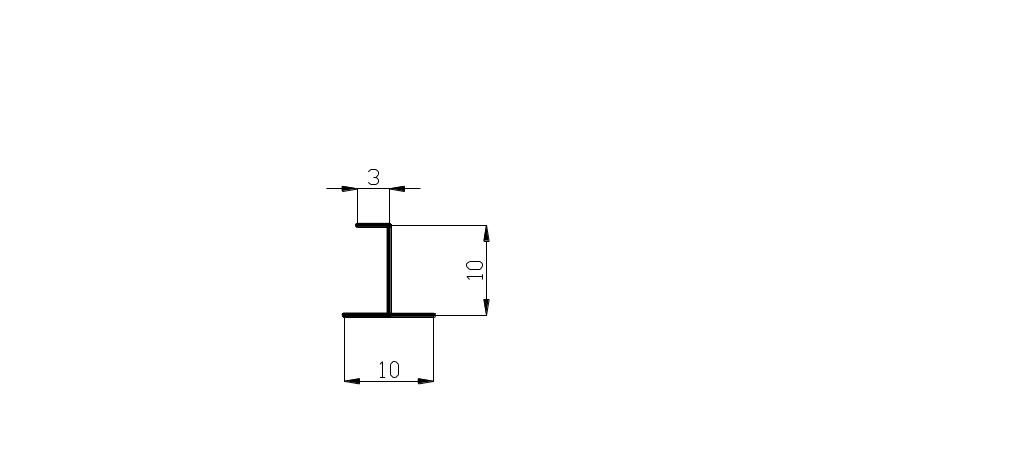
Колодки крепятся к корпусу с помощью 4 винтов. Для правильного расположения колодок предусмотрены 2 контрольных штифта. На рис. 4.53 показаны конструкции и пример применения направляющих колодок. Основные размеры в (мм): В1=32…150; В=10…100; М=16…50. Материал колодок – сталь марки 20Х. твердость направляющих HRC 55…60. Глубина цементации h=0,8…1,2 мм.
а)

б) Исполнение 1
Исполнение 2
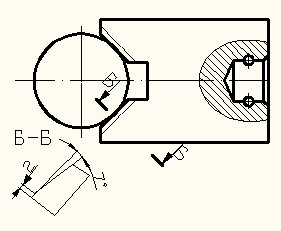
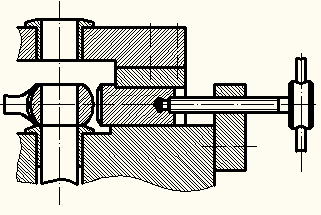
Рис. 4.52. Конструкции призм.
а)
б)
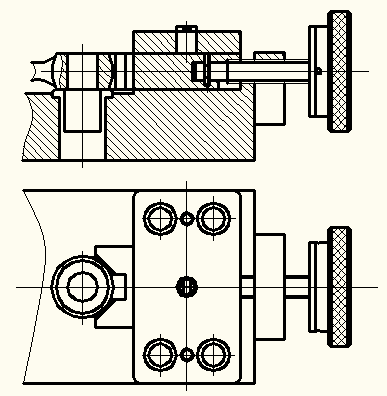
Рис. 4.53. Колодки.
4.4.7 Условное обозначение баз
При выполнении операционных эскизов на изображение заготовки или изделия необходимо нанести схему базирования и схему закрепления их. Для этого используют графические (условные) обозначения опор, зажимов и установочных устройств по ГОСТ 3.1107-81 (табл. 1, 2 и3).
Для изображения обозначения этих элементов приспособлений применяют сплошную тонкую линию по ГОСТ 2.303-68. На видах сверху и снизу допускается обозначать подвижную, плавающую и регулируемую опоры как неподвижную опору.
Таблица 1. - Условное обозначение опор.
№ п/п |
Наименование опоры |
Обозначение опоры на видах |
||
Спереди, сзади |
сверху |
снизу |
||
1
2
3
4 |
Неподвижная
Подвижная
Плавающая
Регулируемая |
|
|
|


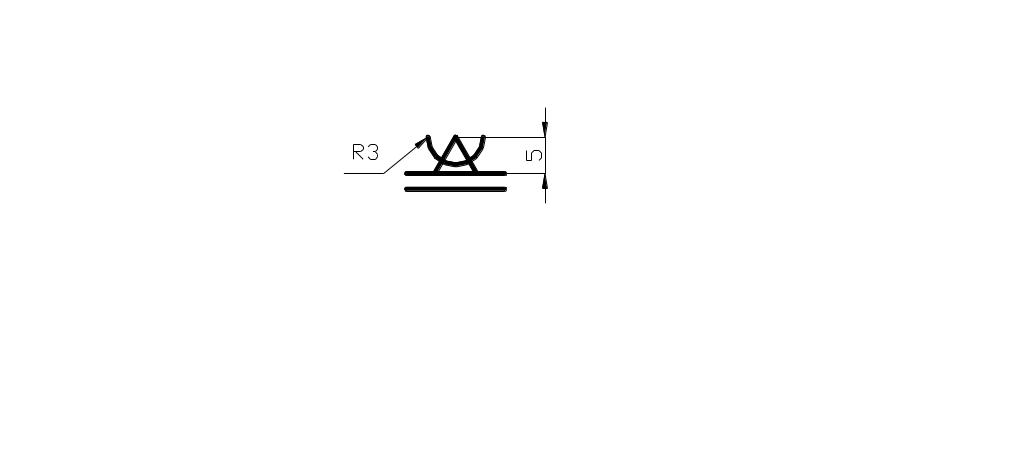
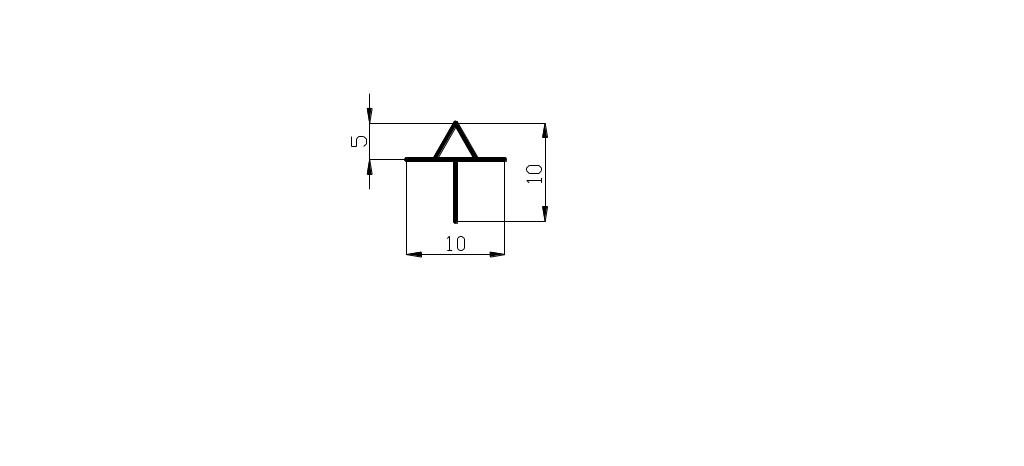
Таблица 2. - Условное обозначение зажимов.
№ п/п |
Наименование зажима |
Обозначение зажима на видах |
||
Спереди, сзади |
сверху |
снизу |
||
1
2 |
Одиночный
Двойной
|
|
|
|
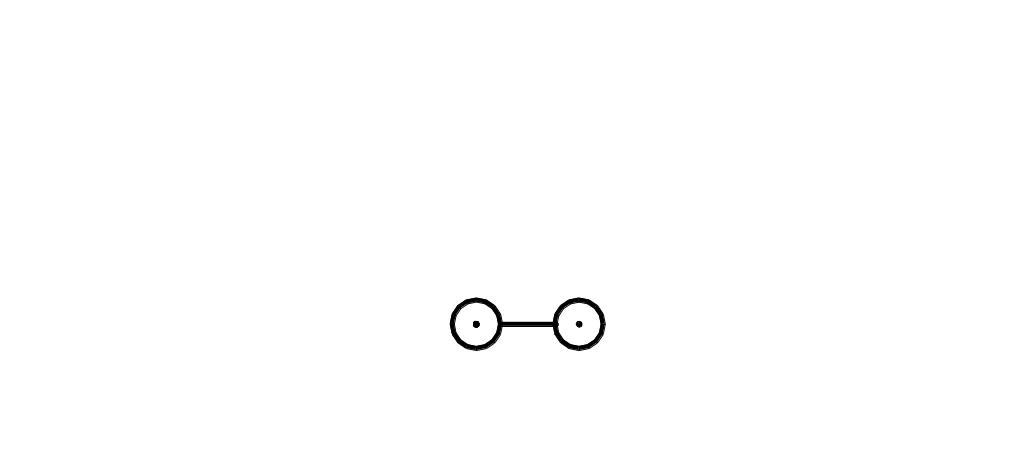
На видах спереди и сзади при совпадении точек приложения силы двойной зажим допускается изображать как одиночный. Для двойных зажимов длина плеча L устанавливается разработчиком в зависимости от расстояния между точками приложения сил. При этом, допускается упрощенное графическое обозначение двойного зажима (рис.4.54).
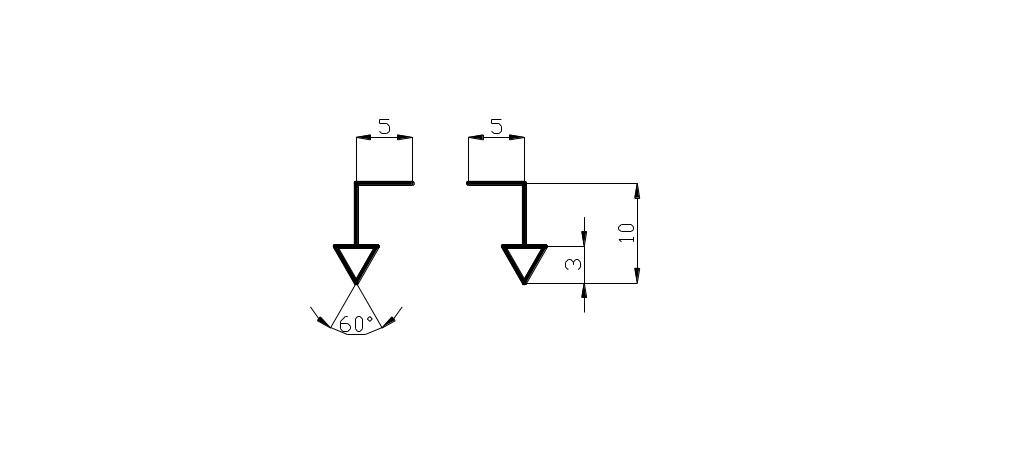
Рис.4.54 Упрощенное графическое обозначение двойного зажима
Обозначения устройств зажимов (пневматическое – P, гидравлическое – H, электрическое – E, магнитное – M, электромагнитное – EM, прочее – без обозначения) наносят слева от изображения зажимов, (табл. 5 и 6).
Таблица 3. -Условные обозначения установочных устройств.
№ п/п |
Наименование установочного устройства. |
Обозначение на видах |
|
Спереди, сзади ,сверху, снизу |
Слева, справа |
||
1
2
3
4
5
6
|
Центр неподвижный
Центр вращающийся
Центр плавающий
Оправка цилиндрическая
Оправка шариковая (роликовая)
Патрон поводковый |
|
Без обозначения
То же
То же
|



Примечания:
1) Обозначение обратных центров следует выполнять в зеркальном изображении.
2) Для базовых установочных поверхностей допускается применять обозначение в соответствии с пунктом 4 табл. 3.
Установочно-зажимные устройства следует обозначать как сочетание обозначений установочных устройств и зажимов (рис. 4.55).
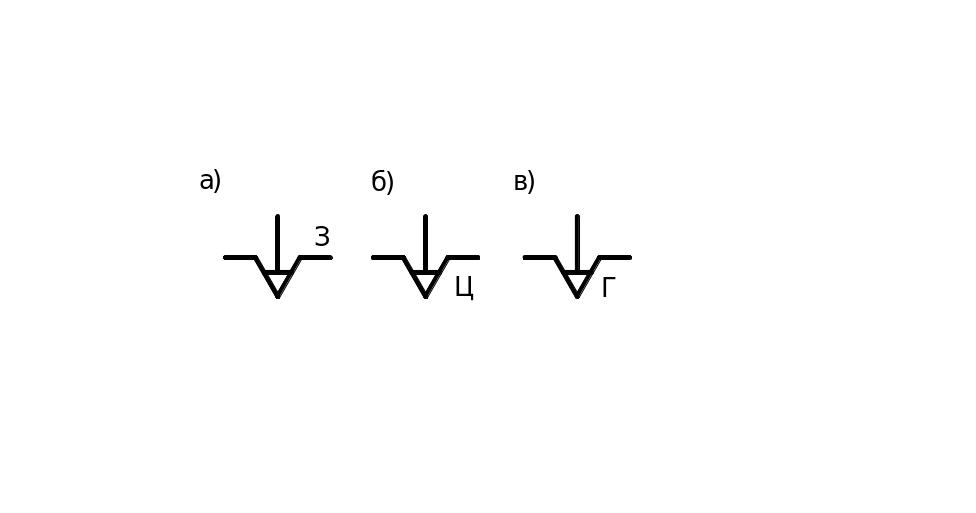
Рис. 4.55. Условные обозначения установочно-зажимных устройств: а – трехкулачкового патрона; б – цанговых оправок (патронов), в – гидропластовых оправок.
Допускается обозначение опор и установочных устройств, кроме центров, наносить на выносных линиях, соответствующих поверхностей (табл. 5 и 6).
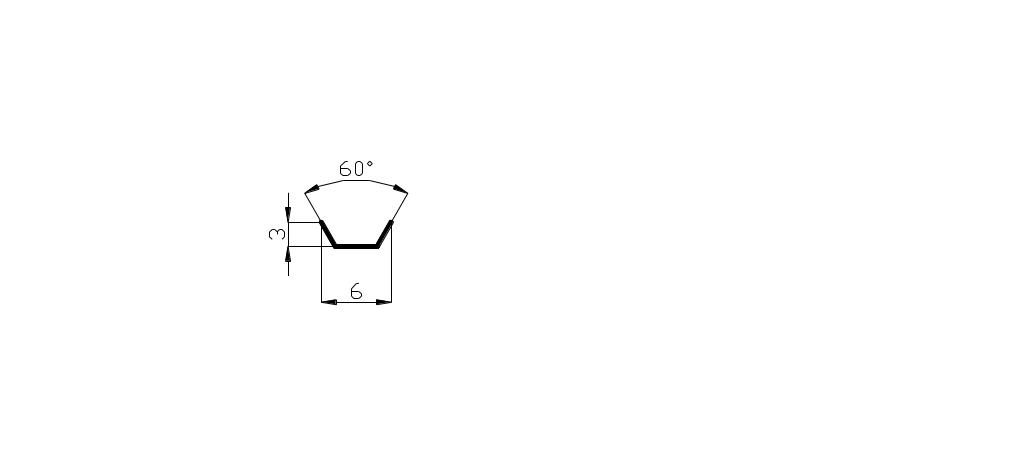
Для указания формы рабочей поверхности опор, зажимов и установочных устройств следует применять обозначения в соответствии с табл. 4 и наносить их слева от обозначения опоры, зажима или установочного устройства.
Таблица4. -Условные обозначения формы рабочих поверхностей элементов приспособлений
№ п/п |
Наименование формы рабочей поверхности |
Обозначение на всех видах |
1
2
3
4
5
6
7 |
Плоская
Сферическая
Цилиндрическая(шариковая)
Призматическая
Коническая
Ромбическая
Трехгранная
|
|


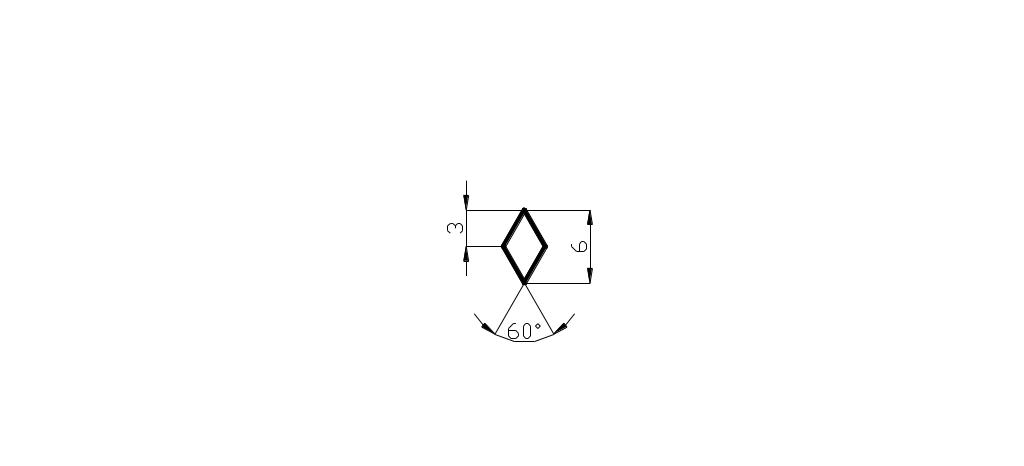
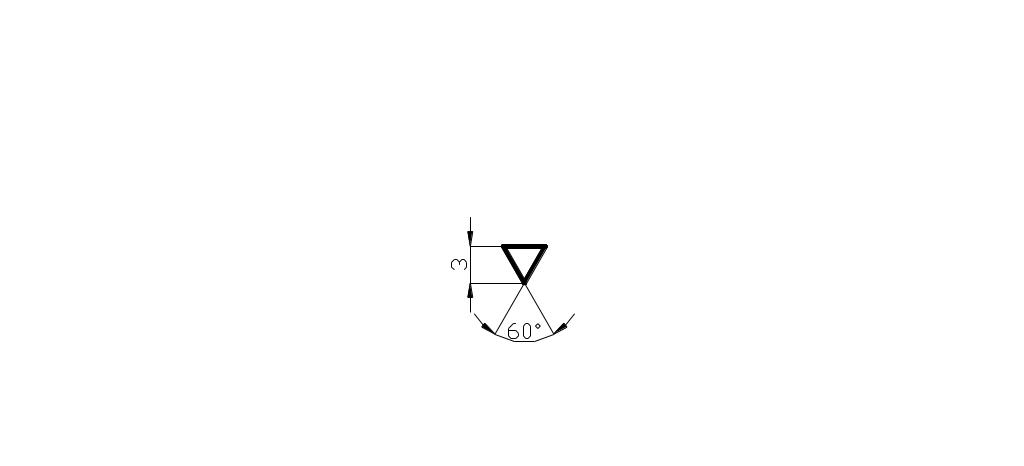
Примечание: Указание прочих форм рабочей поверхности опор, зажимов и установочных устройств следует выполнять в соответствии с требованиями, установленными отраслевыми нормативно-техническими документами.
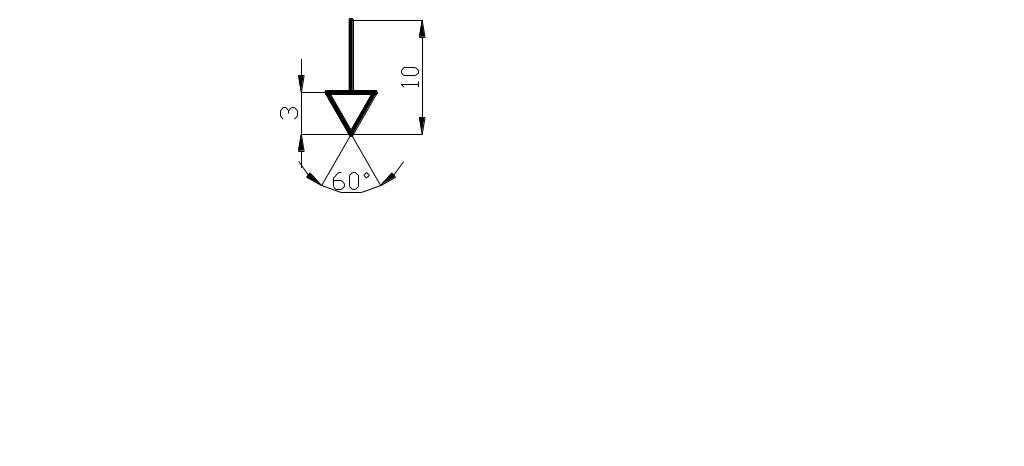
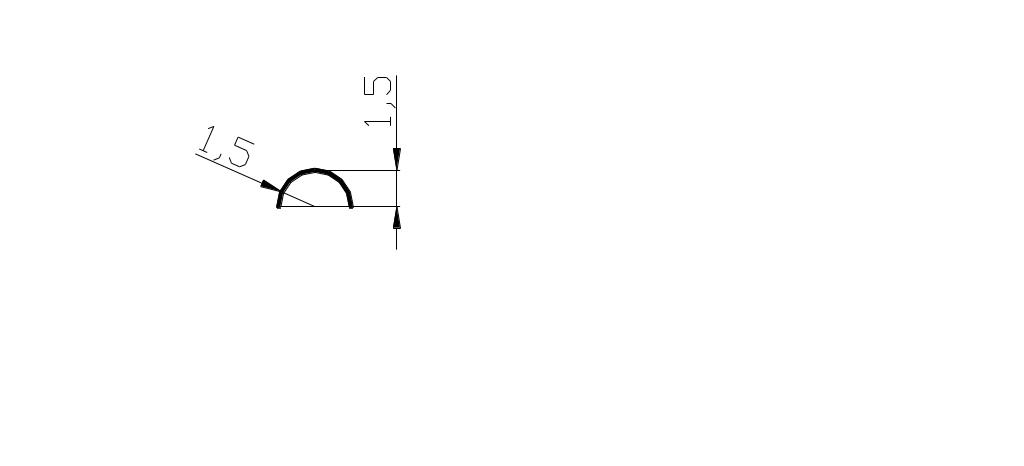
Для указания рельефа рабочих поверхностей (рифленая, резьбовая, шлицевая и т.д.) опор, зажимов и установочных устройств следует применять обозначение в соответствии с чертежом (рис. 4.56).
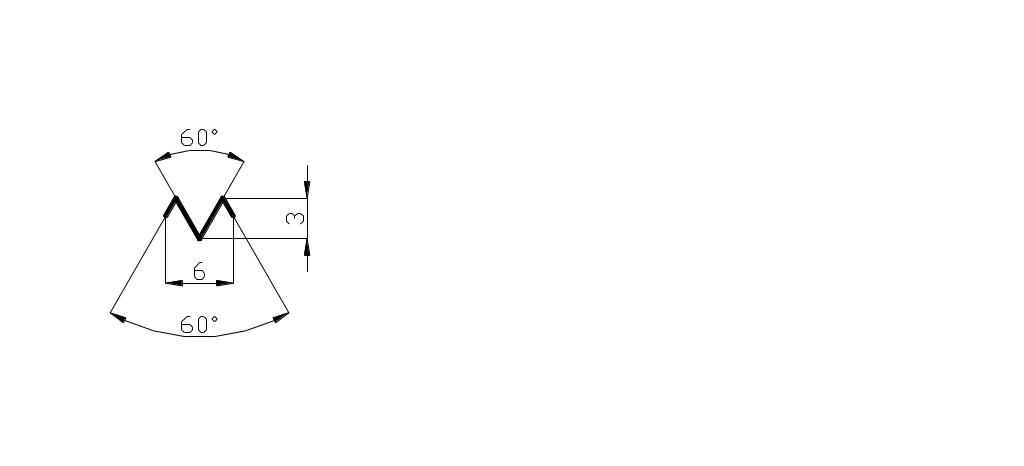
Рис. 4.56. Условное обозначение рельефа рабочих поверхностей.
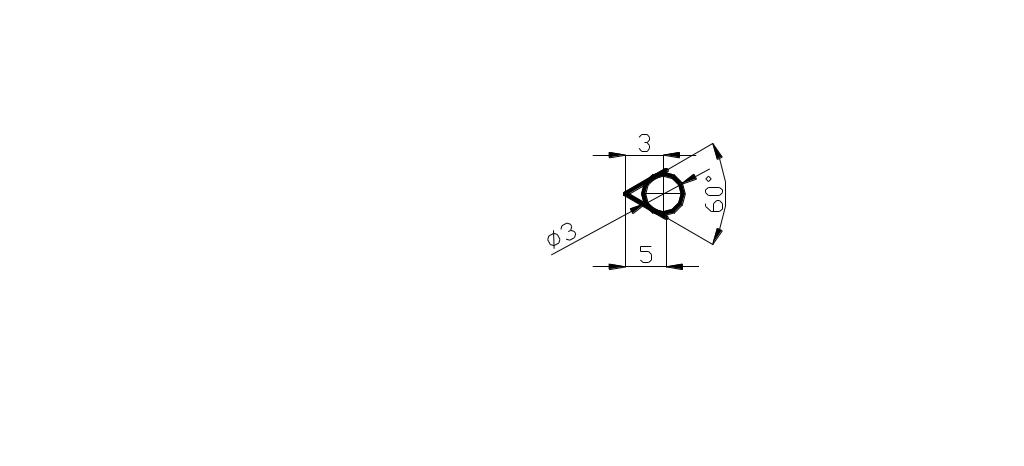
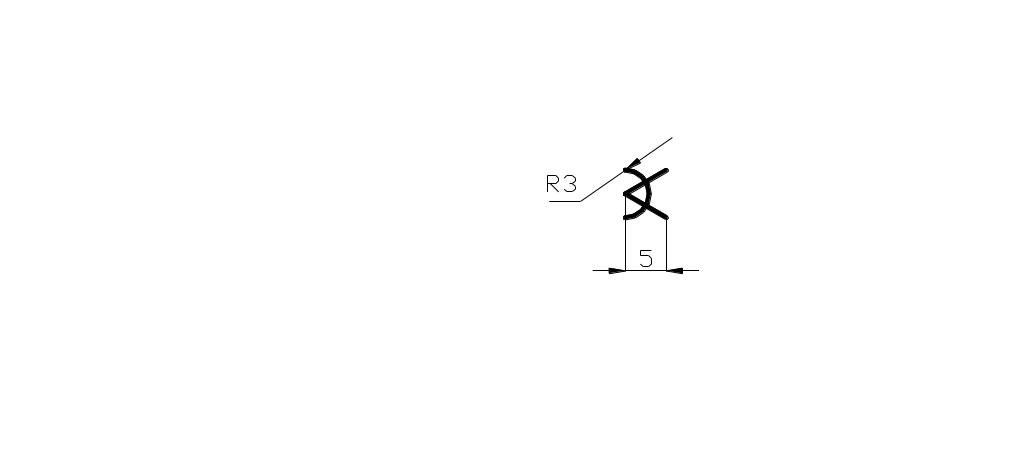
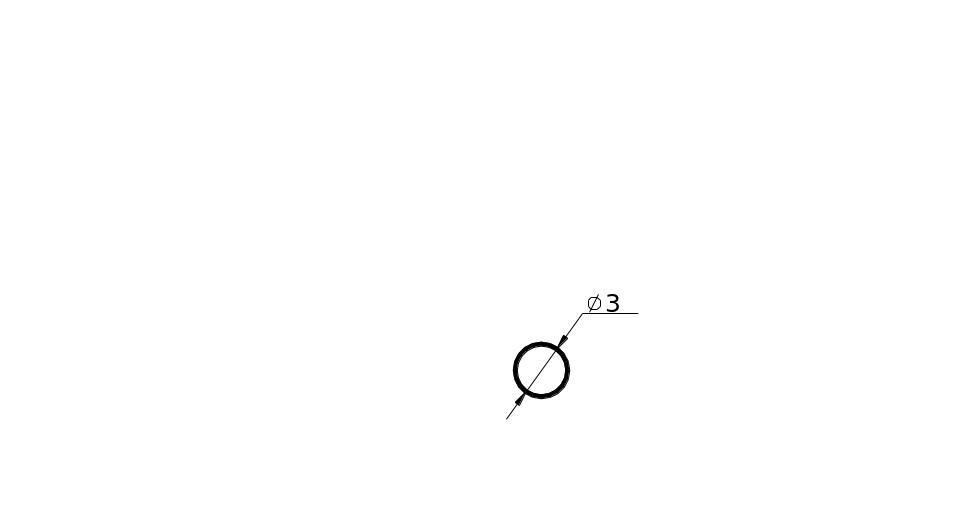
Это обозначение наносят на обозначение соответствующего элемента приспособления (рис. 4.57).
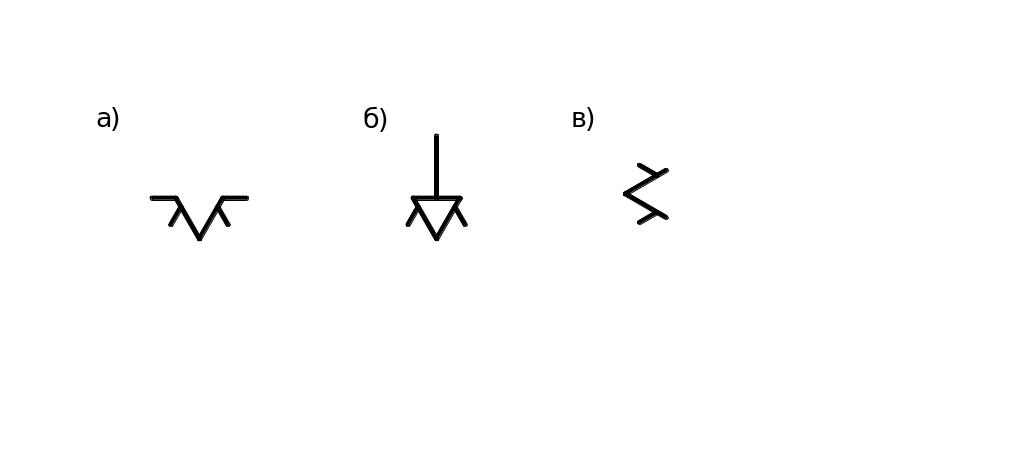
Рис. 4.57. Условное обозначение оправки пальцевой (а), зажима с рифленой рабочей поверхностью (б) и рифленого центра (в).
Примеры нанесения обозначений опор, зажимов и установочных устройств на схемы, а также оформление схем установки заготовок и изделий в соответствии с ГОСТ 3.1107-81 представлены в табл. 5 и 6.
Количество точек приложения силы зажима к изделию, при необходимости, следует записывать справа от обозначения зажима (табл.6, поз.2).
На схемах, имеющих несколько проекций, допускается на отдельных проекциях не указывать обозначения опор, зажимов и установочных устройств относительно изделия, если их положение однозначно определяется на одной проекции (табл.6, поз.3).
Допускается отклонение от размеров графических обозначений, указанных в табл. 1-4 и на чертеже.
Таблица 5 -Нанесенные обозначения элементов приспособлений на схемы(операционные эскизы)
№ п/п |
Наименование опор, элементов и установочных устройств. |
Примеры нанесения обозначений |
1 |
2 |
3 |
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
|
Центр неподвижный(гладкий)
Центр рифленый
Центр плавающий
Центр вращающийся
Центр обратный вращающийся с рифленой поверхностью
Патрон поводковый
Люнет подвижный
Люнет неподвижный
Оправка цилиндрическая
Оправка коническая, роликовая
Оправка резьбовая, цилиндрическая с наружной резьбой
Оправка шлицевая
Оправка цанговая с пневмоприводном
Опора регулируемая со сферической выпуклой рабочей поверхностью
Зажим пневматический с цилиндрической рифленой рабочей поверхностью
|
|
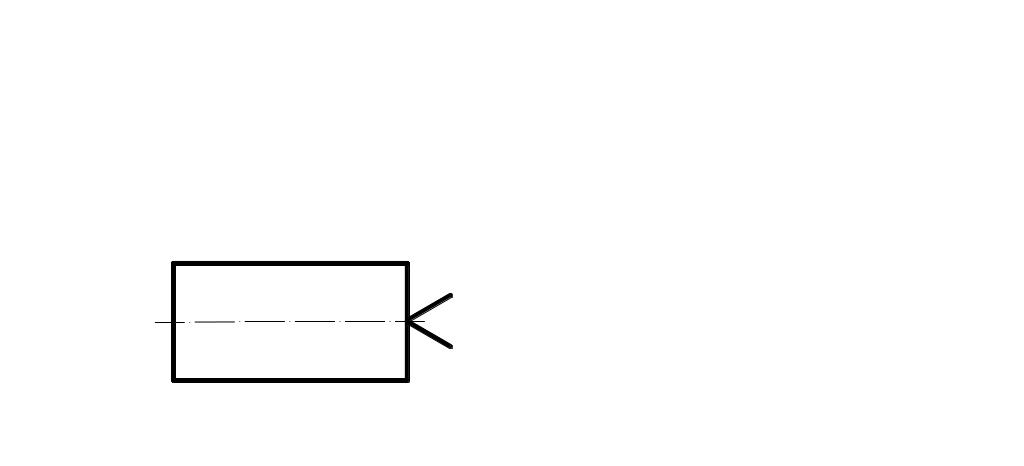
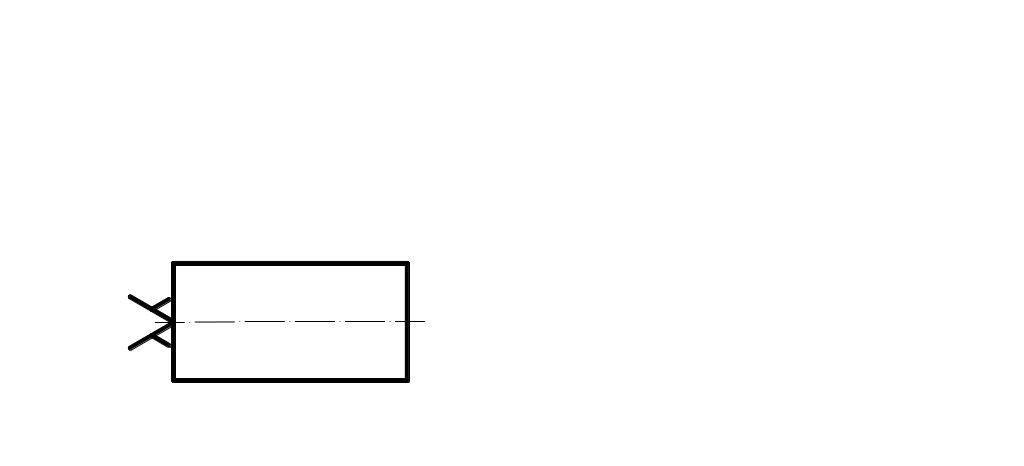
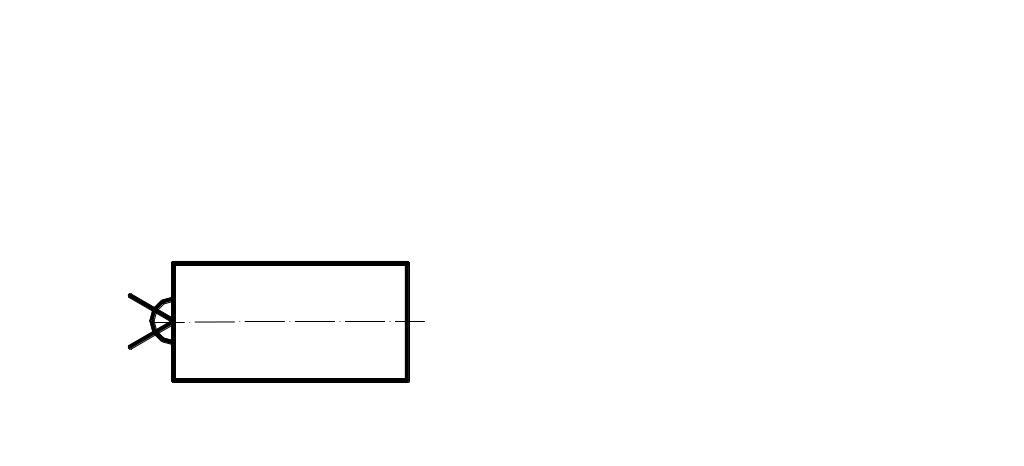
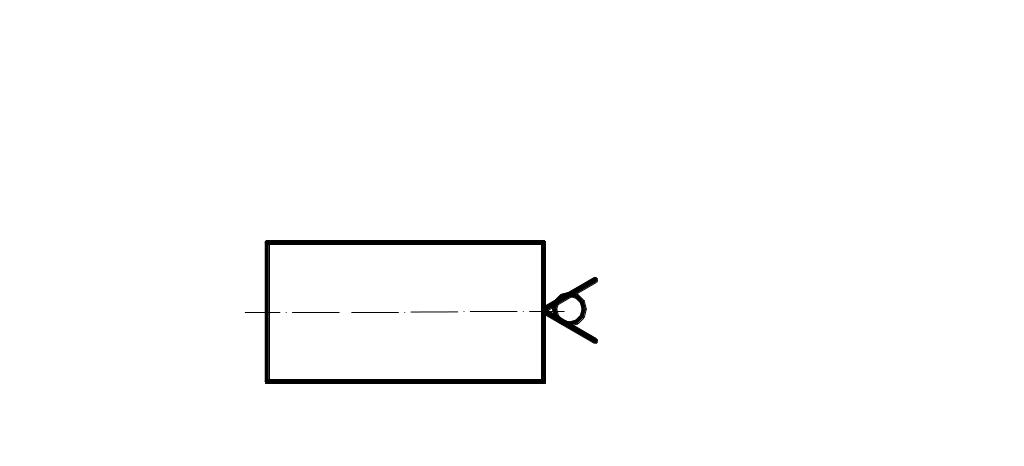
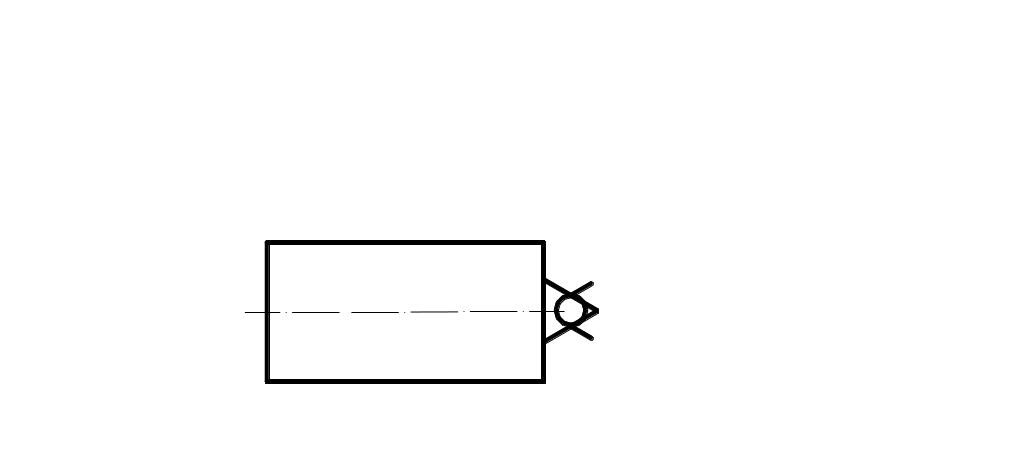
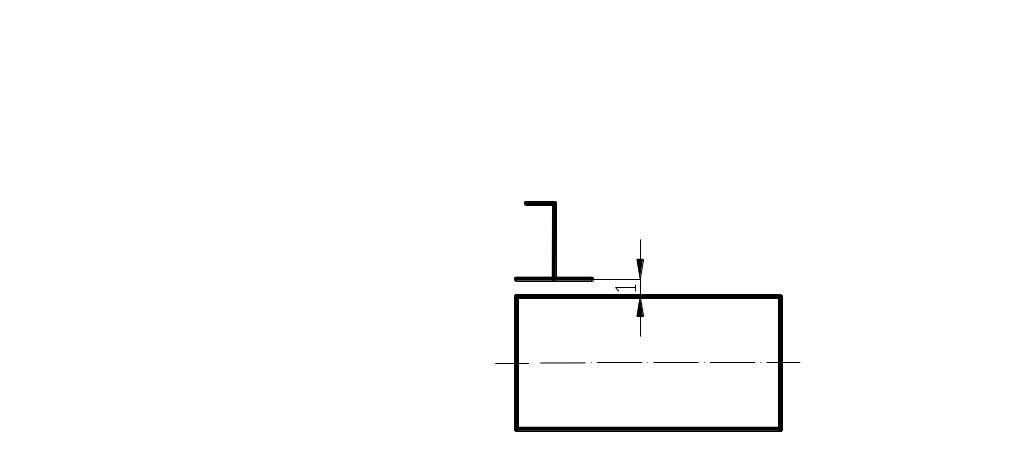

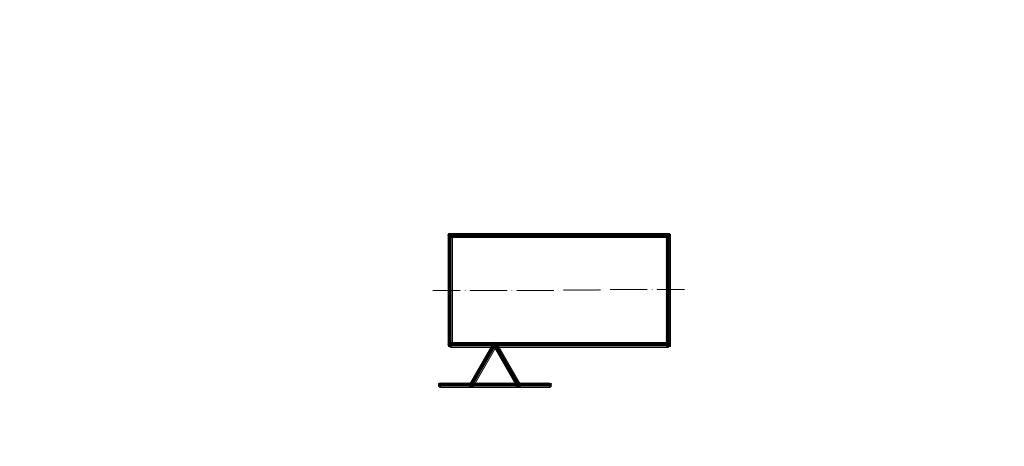

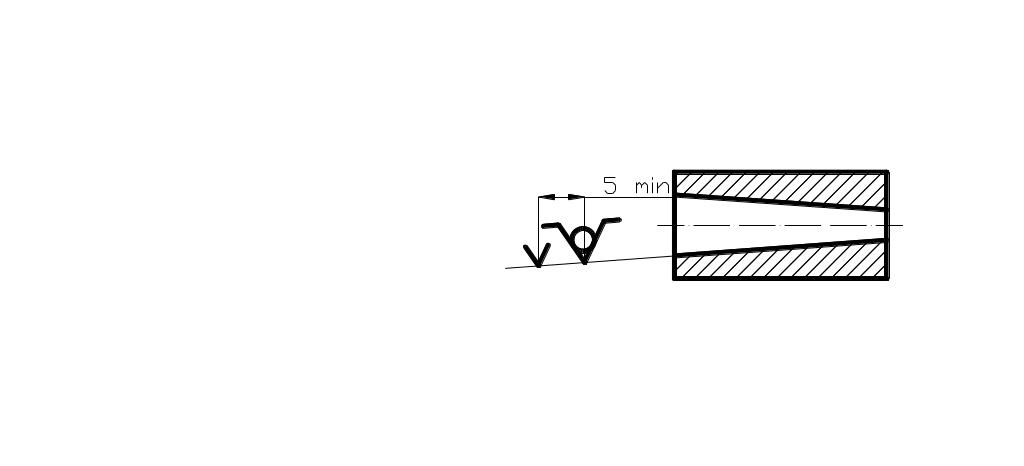
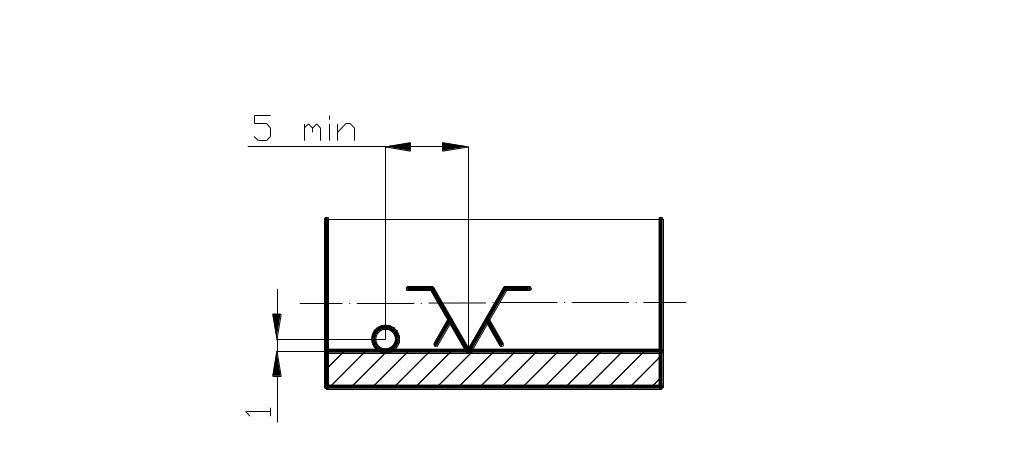
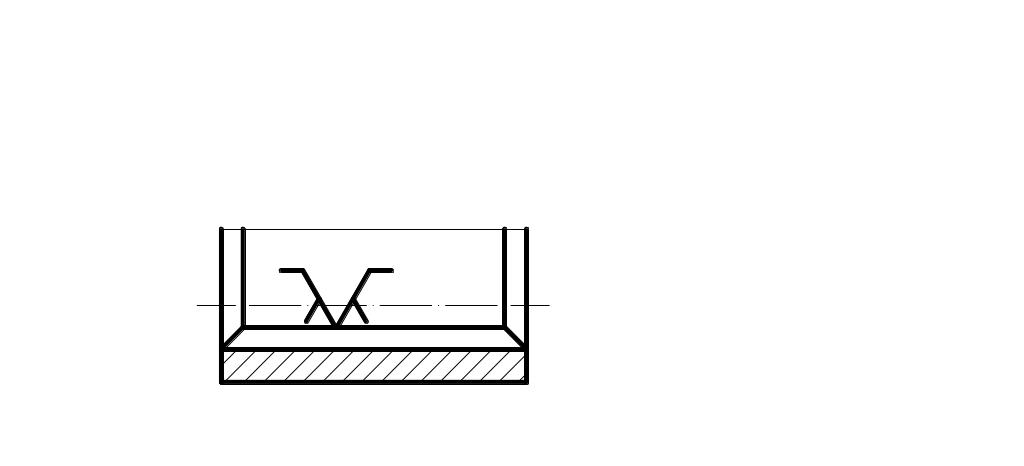
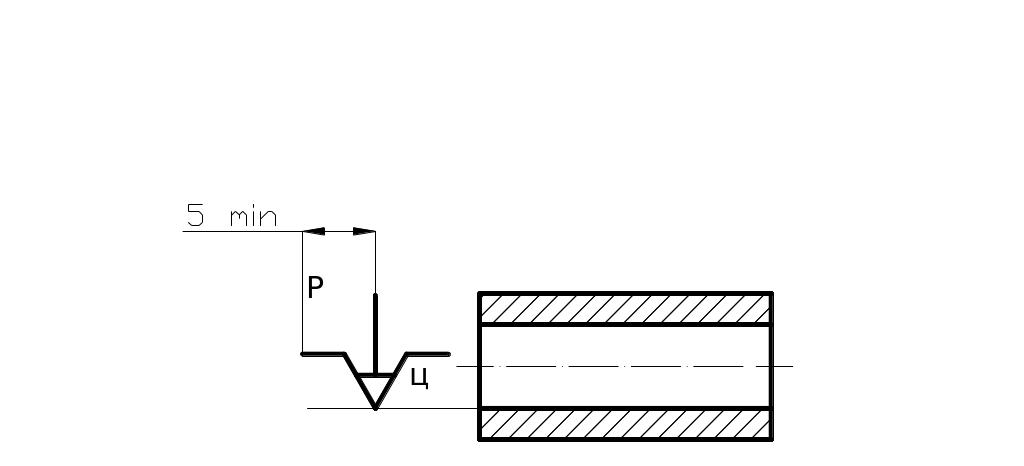
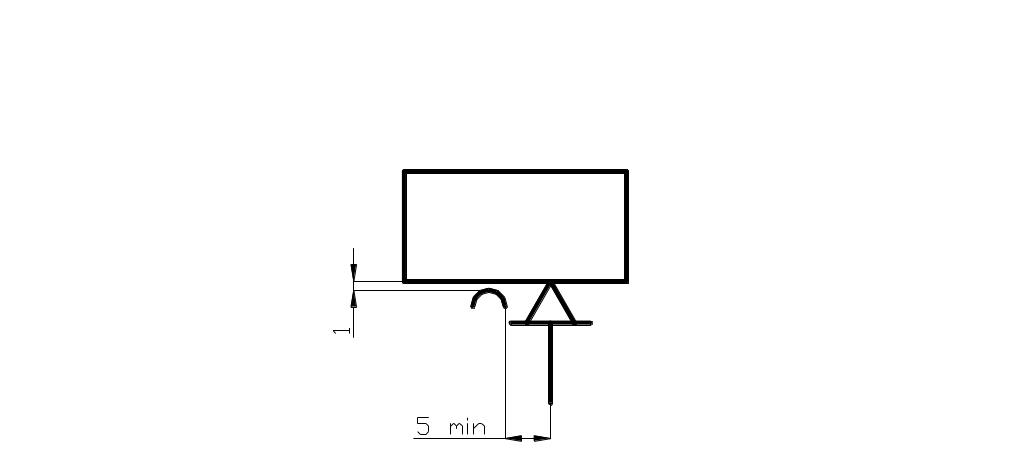

Таблица 6 - Схемы установки заготовок и изделий в приспособлении
№ п/п |
Описание способа установки |
Схема обозначения
|
1 |
2 |
3 |
1
2
3
4
|
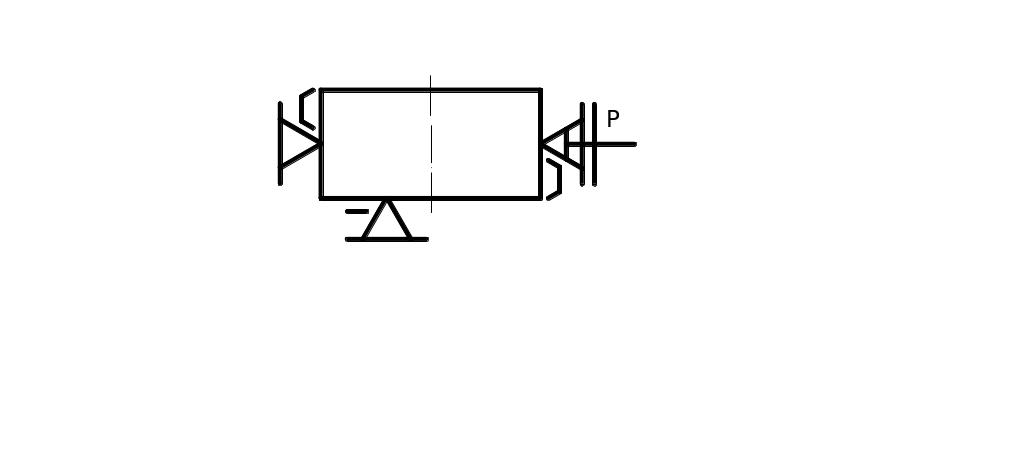
В тисках с призматическими губками и пневматическим зажимом, с упором в торец.
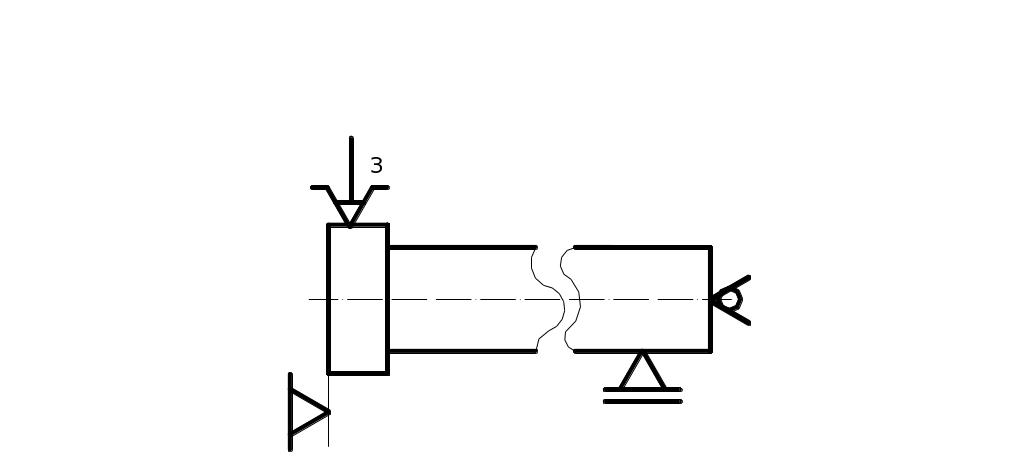
В трех кулачковом патроне с механическим устройством зажима, с упором в торец, поджимом вращающимся центром и с креплением в подвижном люнете.
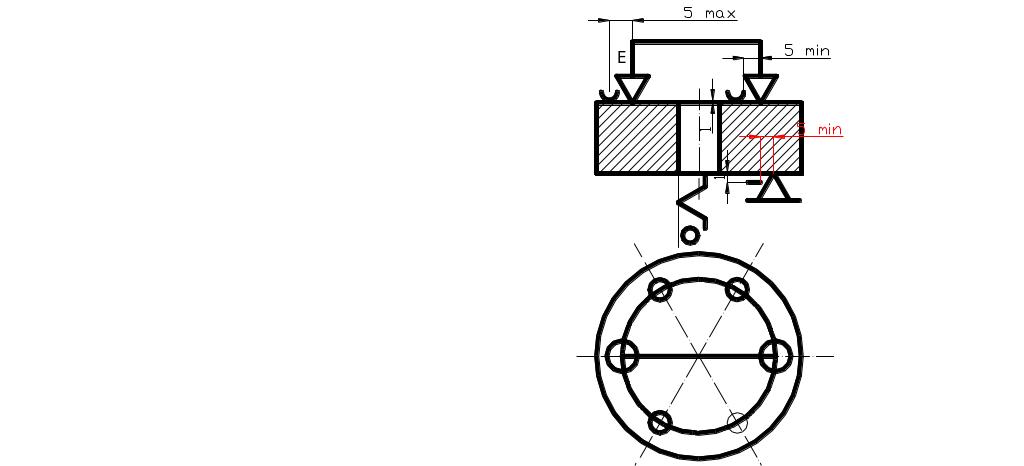
В скальчатом кондукторе с центрированием на цилиндрический палец, с упором в торец и с электрическим устройством двойного зажима, имеющим сферические рабочие поверхности.
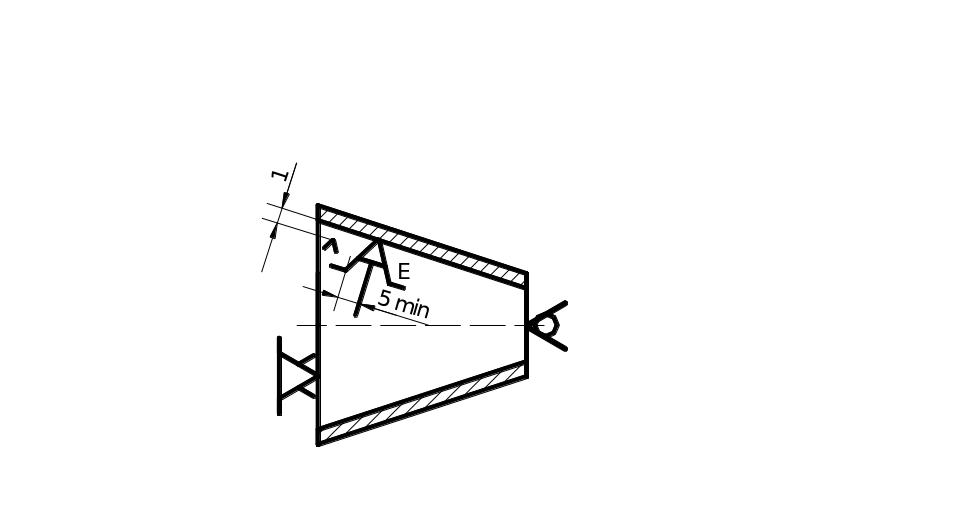
На конической оправке с гидропластовым устройством механического зажима, с упором в торец и с поджимом вращающимся центром. |
|