

4.4.5 Опорные призмы
Призмой называют установочный элемент с рабочей поверхностью в виде паза, образованного двумя плоскостями, наклоненными друг к другу под углом α.
Установочные свойства призмы:
1) Призма определяет положение оси заготовки, перпендикулярной основанию призмы. Для точной ориентировки этой оси необходимо при изготовлении призмы обеспечивать строгую симметрию рабочих поверхностей, то есть точно выдерживать половину угла призмы. Если не выполнить этого требования при изготовлении, то ось заготовки не будет совмещена с осью призмы.
2) Призма определяет положение продольной оси заготовки. В связи с этим возникает необходимость точной фиксации положения призмы на корпусе приспособления. Поэтому кроме крепежных винтов положение призмы фиксируется двумя штифтами.
В приспособлениях находят применение призмы с углами α=600, 900 или 1200. Призмы с α=1200 применяют, когда заготовка не имеет полной цилиндрической поверхности и по небольшой дуге окружности нужно определить положение оси детали. Заготовка на таких призмах имеет малую устойчивость, чем и объясняется ограниченность их применения.
Призмы с углом в 900 применяются в том случае, если имеются значительные силы резания, действующие параллельно основанию призмы и стремящиеся вытолкнуть заготовку из призмы. Для повышения устойчивости заготовки призмы делают с углом 600. Применение таких призм увеличивает погрешности базирования по сравнению с призмами с углом α=900 и 1200.
При установке заготовок чисто обработанными базами применяют с широкими базовыми поверхностями, а черновыми базами – с узкими опорными поверхностями. Уменьшение длины контакта черновой базы заготовки и опорной поверхности призмы уменьшает влияние макрогеометрии базовых поверхностей на устойчивость и стабильность положений заготовки.
Наряду с узкими призмами для установки по черновым базам применяют точечные опоры, запрессованные в рабочие поверхности призмы (рис. 4.47).
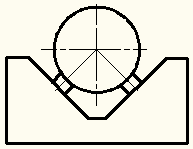
Рис. 4.47. Призма с точечными опорами.
В этом случае заготовки, имеющие искривленность оси, бочкообразность и другие погрешности формы в продольном сечении, занимают в призме вполне устойчивое и определенное положение.
При установке длинных заготовок применяют призмы с выемкой или две соосно установленные призмы (рис. 4.48). В последнем случае призмы после установки на корпусе шлифуются совместно по рабочим плоскостям для достижения соосности и равновысотности.
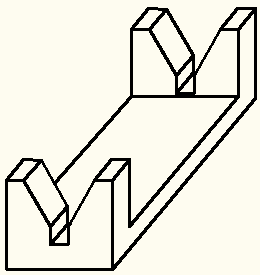
Рис. 4.48. призма с выемкой.
Крупные изделия устанавливают на чугунные или сварные призмы со сменными стальными закаленными пластинками на наклонных плоскостях. Рабочие поверхности и основание призмы шлифуются.
На рис. 4.49 показаны опорные призмы различных конструкций. Стандартная призма ГОСТ 12195-66 применяется для установки коротких изделий (рис. 4.49, а) или как элемент опорной сборной призмы, предназначенной для базирования длинных изделий (рис 4.49, в). На рисунке 4.49, б показана призма с выемкой. Призмы предназначены для деталей с D=5…150 мм, выполняются с М=16…70 мм; В1=8…120 мм. Материал – сталь марки 20Х. твердость рабочих поверхностей HRC 55…60. Глубина цементированного слоя 0,8…1,2 мм.
а)

б) в)
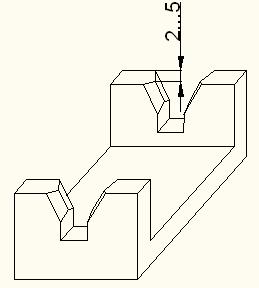
Рис. 4.49. призмы различных конструкций.
При установке детали по черновой базе, а так же при установке ступенчатых валов рабочие поверхности призм делают узкими (рис. 4.49, б, в). Крупные изделия устанавливают на чугунные или сварные призмы со сменными стальными закаленными пластинками на наклонных плоскостях. Рабочие поверхности и основание призмы шлифуются. В сборных конструкциях с двумя и более призмами, используемыми для установки одной детали, все призмы шлифуются совместно. Для точной установки призмы в ней предусмотрены два отверстия (рис. 4.49, а) 1 – под контрольные штифты; 2 – под прижимные винты.
На рабочем чертеже необходимо указать размеры В1, L1 (от основания до верхней образующей поверхности устанавливаемой детали) и L. Размер В1 необходим для разметки и предварительной обработки призмы, а размер L1 – для контроля после окончательной обработки.
Зависимость между этими размерами выражается следующей формулой:
L = L1 + 1,207D – 0,5 В1,
а в случае применения нестандартных призм с углом α=1200 формулой:
L = L1 + 1,087D – 0,289 В
Размер D принимается в пределах 5…150 мм; М – в пределах 16…70 мм; В – в пределах 8…120 мм.
Пример закрепления детали в призме приведен на рис. 4.50.
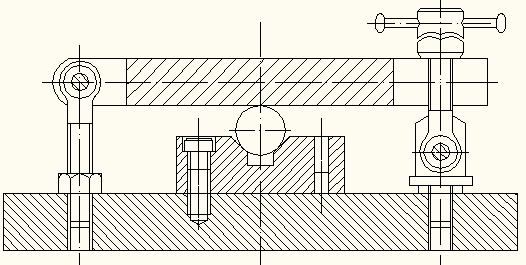
Рис. 4.50. Пример закрепления детали в призме.