

4.4.4 Установочные пальцы
Эти детали применяются при базировании заготовки по плоскости или торцам и отверстиям.
ГОСТами определены следующие конструкции.
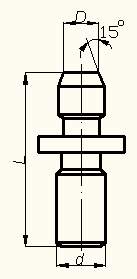
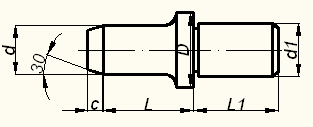
1) Пальцы установочные цилиндрические, постоянные. Рис. 4.40, а.
2) Пальцы установочные срезанные постоянные. Рис. 4.40, б. и пример их применения. Рис. 4.40, в.
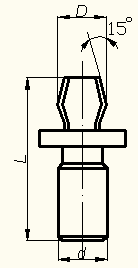
3) Пальцы установочные цилиндрические сменные. Рис. 4.41, а.
4) Пальцы установочные срезанные сменные. Рис. 4.41, б. и пример их применения рис. 4.41, в.
5) Пальцы установочные цилиндрические, высокие. Рис.4.42, а.
6) Пальцы установочные срезанные высокие. Рис. 4.42, б.
а) б)
в)
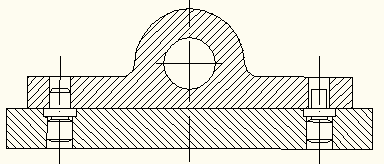
Рис. 4.40. Постоянные установочные пальцы: а – цилиндрический; б – срезанный; в – пример применения.
а) б)


в)
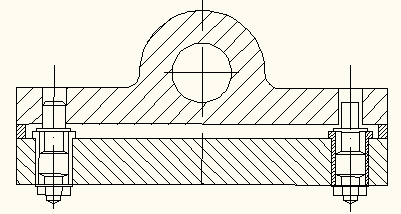
Рис. 4.41. Сменные установочные пальцы: а – цилиндрический; б – срезанный; в – пример их применения.
Постоянные пальцы запрессовываются в корпус приспособления. Сменные пальцы применяются при интенсивной эксплуатации приспособления, когда они сравнительно быстро изнашиваются и заменяются. Постоянные и сменные стандартные пальцы имеют три исполнения: для диаметров до 10 мм, менее 20 мм и более 20 мм.
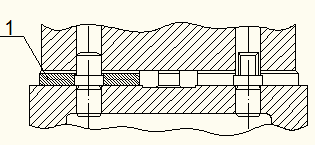
Известны и другие конструктивные элементы пальцев. В частности, на рис. 4.43, а, б, показаны примеры установочных пальцев со сменными шайбами 1 вместо буртиков, применяемые в случаях интенсивного износа последних. Шайбы могут быть прошлифованы при вынутых пальцах, что также является преимуществом такой конструкции.
а)
б)
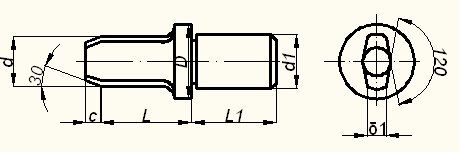
Рис. 4.42. Постоянные установочные пальцы высокие: а – цилиндрический; б – срезанный.
а)
б) в)


Рис. 4.43. Установочные пальцы со сменными шайбами.
Во избежание заклинивания при съеме заготовки в случае ее установки на один палец рис. 4.44, а, высота Н направляющей части пальца не должна превышать значения
![]()
где ∆min – зазор между пальцами и отверстием детали.
В случаях установки заготовки на два пальца рис. 4.44, б, при D=D1, l=L1 рабочая высота пальцев Н, исключающая заклинивание заготовок при съеме, определяется так:

Берется наименьшее значение Н, определенное по формулам.
а) б)
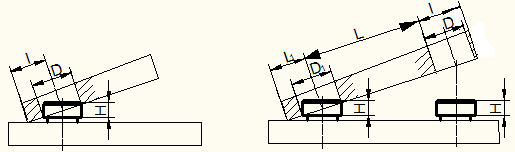
Рис. 4.44. Схемы к расчету высоты Н: а – при установке на один палец; б – при установке на два пальца.
При базировании детали по плоскости и двум отверстиям пальцы обычно применяются в сочетании с опорными пластинами (рис. 4.45, а), а при установке по торцу и отверстию они могут запрессовываться в специальную опорную пластину той или иной конструкции (рис. 4.24, б). При установке больших деталей и тяжелых, когда неподвижные пальцы мешают загрузке, их делают подвижными. Съемный палец 1 установлен в плунжере 2 (рис. 4.46, а), управляемый рычагом 3. Иногда для выдвижения пальца используют реечный механизм. Конусные подпружинные пальца (рис. 4.46, б) применяются при базировании детали коническим или цилиндрическим отверстием.
а) б)
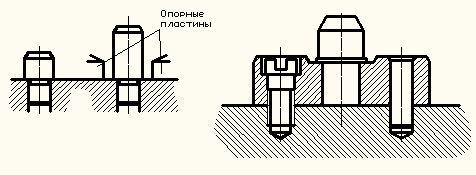
Рис. 4.45. примеры сочетания пальцев с опорными пластинами.
а) б)
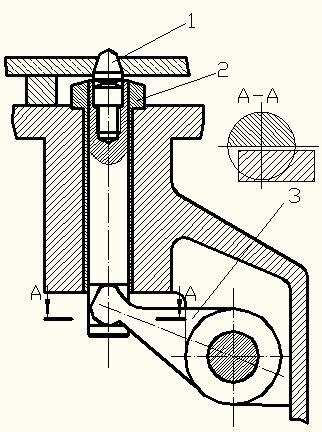
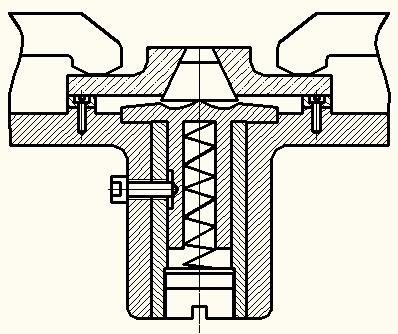
Рис. 4.46. Примеры базирования заготовок на выдвижные пальцы.