

4.4.3 Опоры вспомогательные
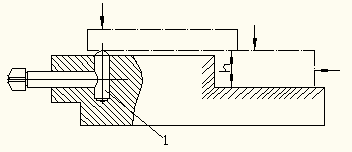
Вспомогательные опоры применяют дополнительно к основным, когда необходимо повысить жесткость и устойчивость устанавливаемых деталей. Так, например, на рисунке 4.33,а деталь имеет ступенчатую базовую плоскость. Размер h между плоскостями приспособления и детали колеблется в пределах допуска, и полное совмещение ступенчатых поверхностей невозможно. В этом случае за базу принимают одну плоскость, а под другую – подводят вспомогательную опору 1.
У детали, изображенной на рисунке 4.33, б, требуется фрезеровать плоскость k бобышки, перпендикулярную к базовой плоскости b. Для повышения жесткости детали в приспособлении предусмотрена вспомогательная опора 1.
В конструкциях приспособлений находят применение два типа вспомогательных опор: самоустанавливающиеся и подводимые.
а)
б)
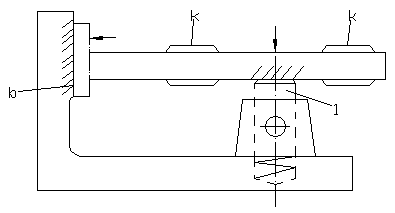
Рис. 4.33. Применение вспомогательных опор.
Самоустанавливающиеся опоры усложняют конструкцию приспособления и применяются лишь в специальных случаях. Так, например, при базировании детали плоскостями ее бобышек, расположенными по периметру четырехугольника, целесообразно одну из постоянных опор заменить двухточечной (рис. 4.34,а, в). При базировании ступенчатой плоскостью можно применить двухточечную опору (рис. 4.34,б).
а)
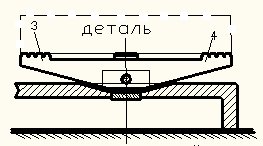
б)
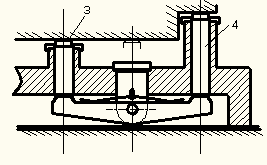
в)
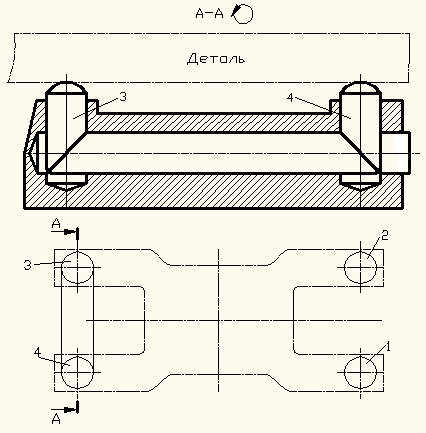
Рис. 4.34. Самоустанавливающиеся основные опоры: 1,2 – жесткие опорные штыри; 3,4 – плавающие опоры.
На рисунке 4.35 изображена самоустанавливающиеся опора (МН 351-60).
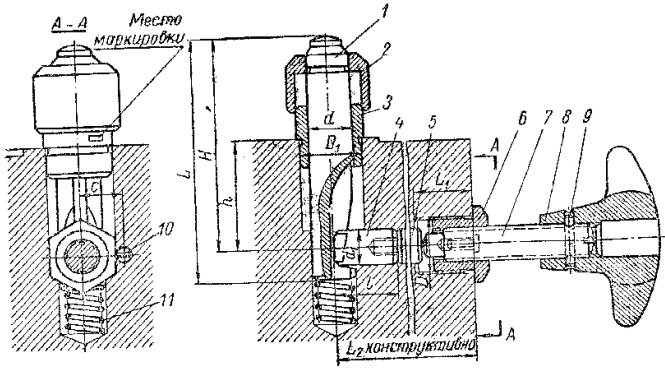
Рис. 4.35. Самоустанавливающаяся вспомогательная опора.
При установке детали в приспособлении штырь 1 опоры опускается, сжимая пружину 11. После этого винтом 7 через штифт 5 и палец 4 опора фиксируется. Кроме указанных деталей в конструкцию входят: колпачок 2, втулка 3, резьбовая переходная втулка 6, звездообразная рукоятка 8, штифт 9 и винт 10.
Достоинства самоустанавливающихся опор:
а) Быстрота действия.
б) Возможность одновременного управления (стопорения) несколькими опорами от одного привода (например, через рычажную систему).
в) Опора применяется при обработке легких деталей, так как жесткость пружины можно подобрать любую.
Недостаток: не может применяться при установке тяжелых заготовок и больших значениях сил, действующих вдоль оси штыря.
Подводимые опоры выполняются на основе резьбового или клинового сопряжений.
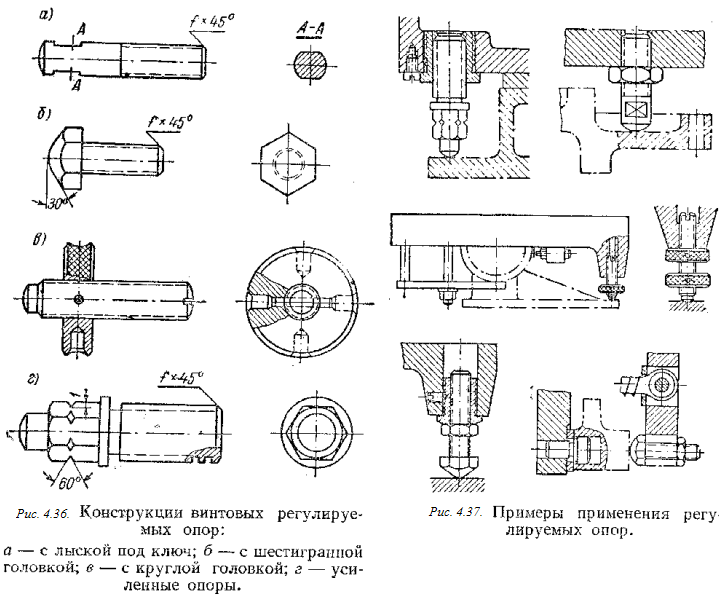
Регулируемые винтовые опоры (рис. 4.36) применяются в качестве основных или вспомогательных опор и выполняются по ГОСТ 4084 – 61; 4085 – 61; 4086 – 61; 4740- 61. Примеры их использования представлены на рис. 4.37.
На рис. 4.38. показана подводимая клиновая опора, выполненная по нормали МН350-60.
Опора подводится в соприкосновение с деталью после ее установки на основных опорах, а затем фиксируется. Для этого вначале перемещают клин 1 (угол скоса 80) и после контакта штыря 3 с деталью вращают винт 5. Последний с помощью шариков 10, раздвигает кулачки 8, фиксирующие опору. Колпачок 2 предохраняет опору от загрязнения.
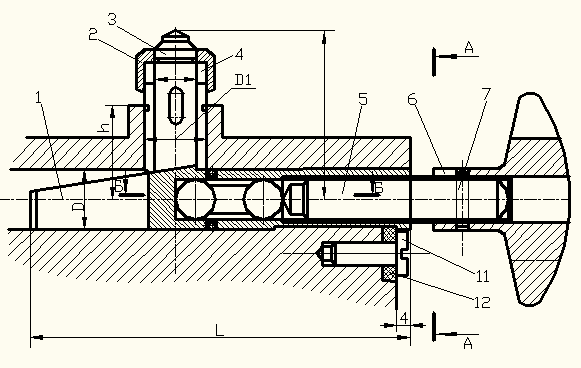
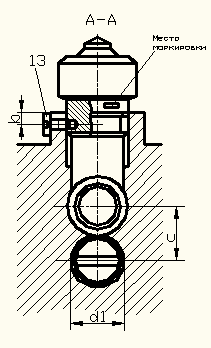
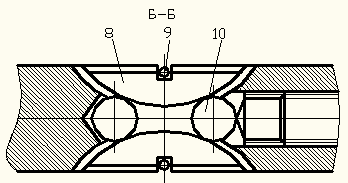
Рис. 4.38. Подводимая клиновая вспомогательная опора: 1 – клин; 2 – колпачок; 3 – опорный штырь; 4 – втулка; 5 – нажимной винт; 6 – звездообразная рукоятка; 7 – штифт; 8 – кулачок; 9 – замковое кольцо; 10 – шарик;
11, 12, 13 – винты и шайбы.
Так же применяются встроенные винтовые подпорки (ГОСТ 13158-68), выполняемые как с призмой, так и без нее (исполнения 2 и 1) рис.4.39.
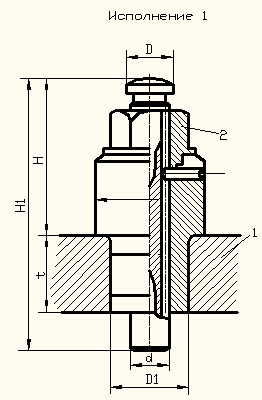
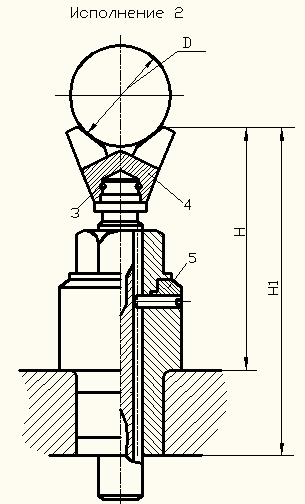
Рис. 4.39. Конструкции встроенных винтовых подпорок.
Достоинство подводимых опор в том, что они способны выдержать значительно большие силы, действующие вдоль штыря.
Недостатки:
- низкая производительность, связанная с ручным подводом опоры;
- невозможность одновременного управления несколькими опорами;
- неприменимость при обработке легких и маложестких деталей, так как при подводе опоры вручную до соприкосновения с деталью трудно ощутить момент касания и можно нарушить положение детали, определяемое основными опорами.
При использовании вспомогательных опор нельзя допускать отрыва деталей от их основных опор.