

4.3.4 Погрешности базирования при установке деталей в жестких центрах
При этой схеме базирования возможны погрешности в радиальном и осевом направлениях.
На первом переходе погрешность в радиальном направлении создается погрешностью зацентровки, то есть смещением оси центровых гнезд относительно оси заготовки. Приближенно эту погрешность можно определить по формуле
εδ = 0,25ТD;
где ТD – допуск на диаметральный размер заготовки.
Она определяется в виде биения заготовки при обработке. На последующих переходах погрешность уменьшается и вместе с другими погрешностями укладывается в поле допуска.
При установке в центрах погрешность базирования по длине шеек валов создается за счет колебания размера левого центрового гнезда, являющегося одновременно и упорной базой,
εδl = ∆у;
где ∆у – разность между наибольшей и наименьшей высотами конуса центрового гнезда у партии деталей.
Для центровых гнезд с углом конуса 600 эта погрешность в зависимости от размера гнезд колеблется в пределах 0,1…0,25 мм. Чтобы исключить эту погрешность, применяют плавающий центр, при котором обеспечивается постоянство положения деталей в осевом направлении.
4.3.5 Погрешности базирования при обработке деталей из прутка на револьверном станке по упорам
Погрешности базирования в этом случае можно свести к нулю (исключить) правильной настройкой (регулировкой) упоров резцов (рис. 4.26).
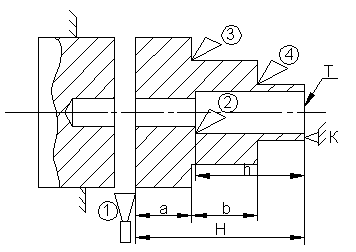
Рис. 4.26. Схема обработки на токарно-револьверном станке.
Сначала настраивают упор К, определяющий положение торца Т. от упора К – упор резца 1 (размер Н) и упор расточного резца 2 (размер h). От упора резца 1 настраивают упор резца 3; а от упора 3 – упор резца 4.
4.3.6 Погрешности базирования при установке деталей плоскостью и двумя отверстиями
При таком базировании возможно получение размеров в различных направлениях (h1, h2 и l) как показано на рис. 4.27.
Если зазоры между отверстиями и пальцами равны, то εδh1 = εδh2 = εδl = Smax, если не равны, то погрешность базирования будет равна меньшему из двух максимальных зазоров.
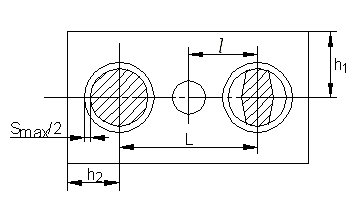
Рис. 4.27. Базирование на плоскость и два отверстия, оси которых перпендикулярны плоскости.
4.3.7 Погрешности закрепления при установке деталей в цанговых патронах
При обработке заготовок в патронах с втягиваемой цангой возникают погрешности в размерах по длине, так как при зажиме цанга оттягивает заготовку от лезвия инструмента на величину, зависящую от допуска на диаметр базовой поверхности (рис. 4.28).

Рис. 4.28. Обработка детали в цанговом патроне.
Погрешность базирования для размера l в этом случае будет равна:
εδl
= ![]() ;
;
где α – угол конуса цанги.
4.3.8 Правила выбора установочных баз
Погрешности, возникающие при базировании и закреплении обрабатываемых деталей, непосредственно влияют на точность выполнения координирующих размеров и соотношений. Поэтому правильный выбор баз имеет большое значение.
Готовая деталь может иметь комплекс черновых и комплекс обработанных поверхностей. Взаимная увязка комплекса черновых поверхностей обеспечивается в процессе получения заготовки путем воспроизведения на ней фигуры штампа, литейной формы и т.п. взаимная увязка комплекса обработанных поверхностей обеспечивается с необходимой точностью выбором баз и всей постановкой технологического процесса.
Для взаимной увязки этих двух комплексов поверхностей необходимо придерживаться определенных правил выбора баз.