

4.3.1 Расчет погрешностей базирования и закрепления
Для приближенного определения допустимой погрешности базирования можно пользоваться формулой:
ε
б фак![]() εб
доп ≤
Т-∆,
εб
доп ≤
Т-∆,
где Т – допуск на размер,
∆ - суммарная погрешность (без погрешности базирования), определяемая для размера, получаемого в данном переходе, по таблицам средней экономической точности.
Действительная, или фактическая, погрешность базирования должна быть меньше или равна допустимой, то есть ε б действ. εб доп.
Методика расчета погрешности базирования заключается в следующем:
- определить положение конструкторской и технологической баз для выполняемого размера;
- cпроецировать эти базы на направление выполняемого размера;
- если проекции совпали, то погрешность базирования равна нулю;
- если не совпали, то необходимо определить допуск на размер, соединяющий эти проекции ( базисный размер ). Это и будет величина погрешности базирования.
4.3.2 Погрешности базирования при установке деталей плоскостью
Рассмотрим схемы обработки (фрезерования) плоскости 2 при различных схемах базирования (рис. 4.20).
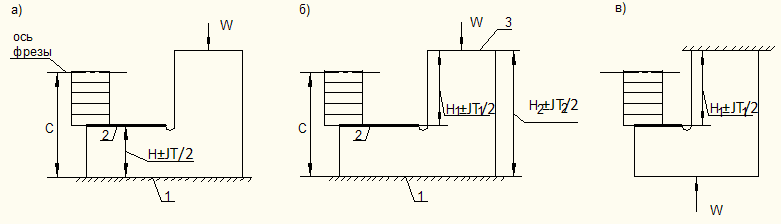
Рис. 4.20. Схема обработки плоскости 2 при различном базировании.
Рис. 4.20, а – опорная установочная база (плоскость 1) является и конструкторской. ε б =0.
Рис. 4.20, б – установочная база- плоскость 1 , а конструкторской является плоскость 3.
Настроечный
размер С в обоих случаях постоянен, то
есть С=const,
а конструкторская база 3 будет колебаться
относительно лезвий фрезы в пределах
допуска на базисный размер Н2
, полученный на предыдущей операции.
Это и будет погрешностью базирования
ε
бн1
= IT2.
Эта погрешность входит в суммарную
погрешность получаемого при данной
установке размера Н1
![]() . Для того, чтобы погрешность базирования
ε
бн1 свести
к нулю, необходимо конструкторскую базу
совместить с установочной, как показано
на рисунке 4.20, в.
. Для того, чтобы погрешность базирования
ε
бн1 свести
к нулю, необходимо конструкторскую базу
совместить с установочной, как показано
на рисунке 4.20, в.
4.3.3 Погрешности базирования при установке деталей наружной или внутренней цилиндрической поверхностью
При фрезеровании лыски на цилиндрической детали (вал), ее положение может быть задано размерами h1, h2 или h3 (рис. 4.21).
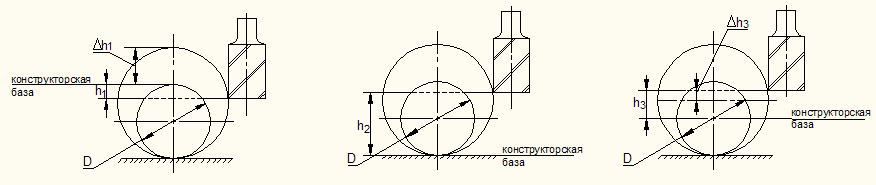
а) εδh1=∆h1=TD б) εδh2=0 в) εδh3=∆h3=0,5 TD
Рис. 4.21. Схемы обработки лыски на валу при базировании на плоскость.
В первом и третьем случаях валы установлены вспомогательной базой, поэтому неизбежны погрешности базирования, которые зависят от допуска TD на диаметр устанавливаемых валов D. При установке вала на призму погрешности базирования зависят также от угла призмы α (рис. 4.22).
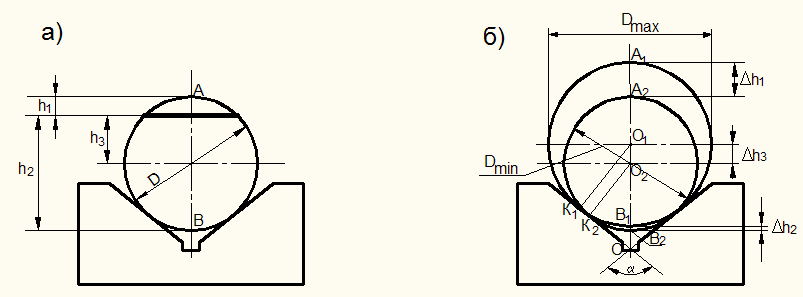
Рис. 4.22. Схема обработки лыски при установке вала в призме.
Для определения этих погрешностей предположим, что на призму поочередно установлены два вала из партии: один с наибольшим диаметром Dmax, другой с наименьшим Dmin (рис. 4.22, б).
Рассчитаем расстояния:
1) ∆h1 между верхними образующими валов;
2) ∆h2 между нижними образующими валов;
3) ∆h3 между их осями.
Эти расстояния и будут погрешностями базирования соответствующих размеров при установках детали по схемам, показанным на рисунках а и б.
Из геометрических построений находим:
εδh1
= A1C
– A2C
= ![]() -
- ![]() =
=
=
![]() +
+ ![]()
![]() =
= ![]()
![]() .
.
Аналогично
εδh2
= ∆h2
=CB1
– CB2
= ![]() -
- ![]() =
=
=
![]() .
.
εδh3
= ∆h3
= CO1
– CO2
= ![]() -
- ![]() =
.
=
.
При α=900 получим:
εδh1 = 1,21TD; εδh2 = 0,21TD; εδh3 = 0,71TD.
При α=1800 получим:
εδh1 = TD; εδh2 = 0; εδh3 = 0,5TD.
Рассмотрим схему фрезерования шпоночного паза на валу при его базировании, как показано на рис. 4.23.
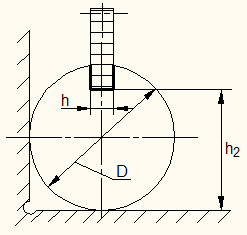
Рис. 4.23. Схема фрезерования шпоночного паза на валу.
В этом случае εδh2 = 0, так как конструкторская и установочная (технологическая) базы совпадают.
εδh = 0 – размер получен мерным инструментом (фреза).
Кроме указанных на рисунке размеров здесь имеется «скрытый» допуск – допуск не указанной на схеме симметричности паза относительно вертикальной оси, который будет равен половине допуска на размер h. Погрешность базирования для этого допуска будет равна:
εδ = 0,5TD (конструкторская база – вертикальная ось, технологическая база – левая образующая цилиндра).
Для самоцентрирующего патрона: εδh1 = 0; εδh2 = 0,5TD (рис. 4.24).
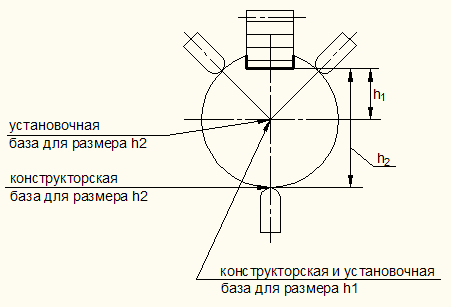
Рис. 4.24. Обработка детали в самоцентрирующем патроне.
При обработке детали на цилиндрической оправке (рис. 4.25) можно получать размеры, как в диаметральном, так и в осевом направлении.
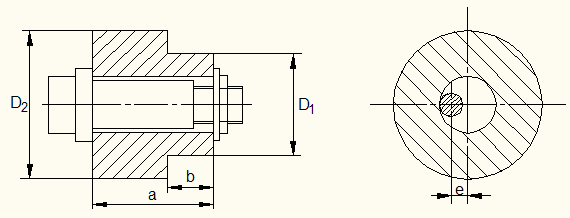
Рис. 4.25. Обработка детали на цилиндрической оправке.
Конструкторской базой наружных поверхностей D1 и D2 является ось отверстия, а установочной базой – ось оправки. Конструкторской базой размера a является левый торец детали, установочной – тот же торец.
Конструкторской базой размера b является правый торец детали, установочной – левый торец.
При наличии зазора ось отверстия (конструкторская база) может смещаться относительно оси оправки (установочной базы) на величину эксцентриситета е, равного половине зазора. В результате возникает погрешность базирования в виде биения наружной поверхности относительно внутренней, равная двум эксцентриситетам 2е. Предполагая худший случай, то есть что в сопряжении возможен максимальный зазор Smax=2е, получим:
εδD1 = εδD2 = Smax = Smin + TA +TB ,
где TA – допуск на диаметр отверстия,
TB – допуск на диаметр оправки.
εδа = 0; εδb = Та.
При установке деталей на оправки или пальцы с натягом погрешности базирования в радиальном направлении исключаются.