

4.2.2.2 Базирование коротких цилиндрических деталей
При базировании коротких цилиндрических деталей координатные точки, лежащие на образующих цилиндра, настолько близко располагаются друг к другу, что практически сливаются в одну, и деталь не сможет занять достаточно устойчивого положения. Поэтому за основную базирующую поверхность принимается торец детали, несущий три опорные координатные точки 1, 2, 3 и лишающие деталь перемещения вдоль оси OY и поворотов вокруг осей OX и OZ (установочная база) (рис.4.7).
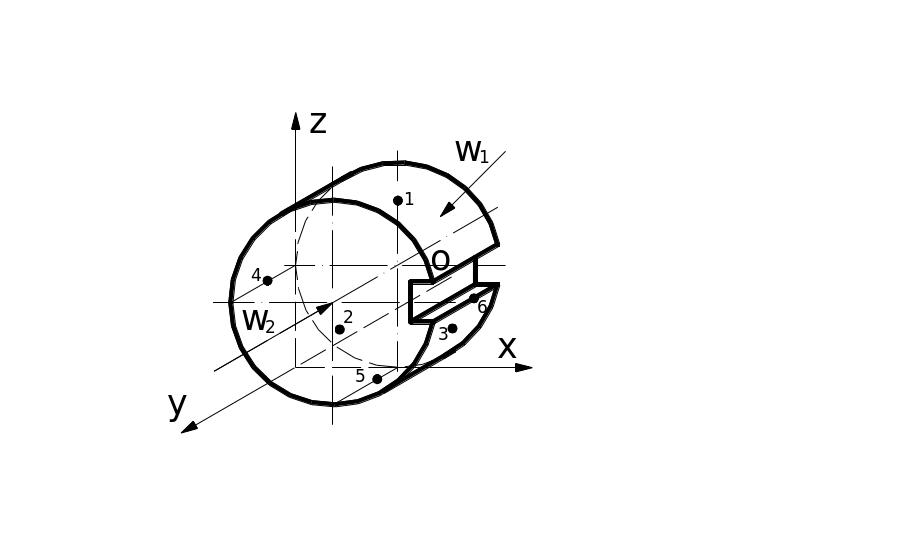
Рис.4.7 - Схема установки короткой цилиндрической детали.
Цилиндрическая поверхность несет две координатные точки 4, 5, лишающие деталь двух перемещений вдоль осей OX и OZ (двойная опорная база). Фиксация от поворота вокруг оси OY осуществляется опорной точкой 6, расположенной на поверхности шпоночного паза, лыски или отверстия.
Таким образом, для полного базирования коротких цилиндрических деталей необходим также комплект из трех баз: установочной, двойной опорной и опорной.
Установку по наружным цилиндрическим поверхностям производят на призмы, во втулку или в самоцентрирующие патроны.
4.2.3 Схемы базирования с использованием конических поверхностей
Также как в предыдущем случае, эти схемы можно разделить на две группы:
- базирование с использованием длинных конических поверхностей (конусы Морзе и т.п.);
- базирование с использованием коротких конических поверхностей (центровые отверстия и центры различных конструкций).
При установке детали длинной конической поверхностью, например, в конусном отверстии шпинделя станка, она лишается пяти степеней свободы, так как на длинной конической поверхности находятся пять координатных опорных точек 1, 2, 3, 4, 5 (рис.4.8) и она является одновременно двойной направляющей и опорной базой (основная база). Для ориентирования детали в угловом положении (вокруг оси OX) требуется еще одна опорная точка, которая располагается либо на поверхности лапки (рис. 4.8, точка 6), либо в отверстии под штифт или шпонку.
Таким образом, для полного базирования длинных конических деталей необходим комплект из двух баз: двойной направляющей и одновременно опорной и опорной базы. Это является исключением из правила шести точек.
При установке детали в центрах станка используются короткие конические поверхности (центровые гнезда), выполненные в торцах детали. Различают установку в жестких центрах, а также на передний (левый) плавающий и правый (задний) жесткий центры.
При установке в жестких центрах (рис. 4.9) левое центровое отверстие является основной базой и несет три опорные точки, а правое – только две. Вместе они лишают деталь пяти степеней свободы и образуют двойную направляющую и опорную базу. Шестую степень свободы (поворот вокруг оси OX) можно отнять, если расположить опорную точку в радиально просверленном отверстии, шпоночном пазу (рис. 4.9) или на фрезерованной лыске.
При установке на один плавающий и один жесткий центры распределение опорных точек несколько изменяется (рис. 4.10). В каждом из центровых отверстий расположены по две опорные точки (вместе они образуют двойную направляющую базу и лишают деталь 4-х степеней свободы: двух перемещений вдоль осей OY и OZ и двух поворотов вокруг этих же осей), пятая опорная точка расположена на левом торце детали (опорная база, которая лишает деталь перемещения вдоль оси OX) и шестая опорная точка, в случае необходимости, может быть расположена в шпоночном пазу, отверстии или на лыске.
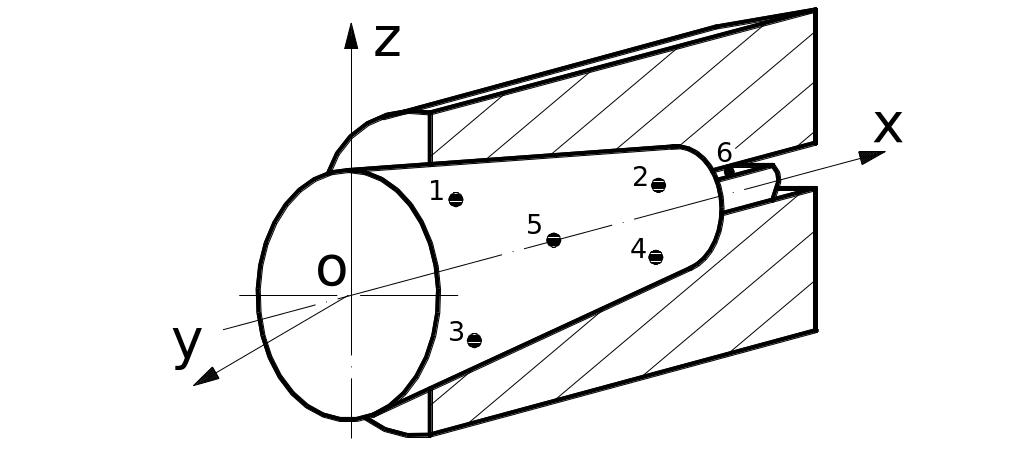
Рис.
4.8 - Схема установки длинной конической
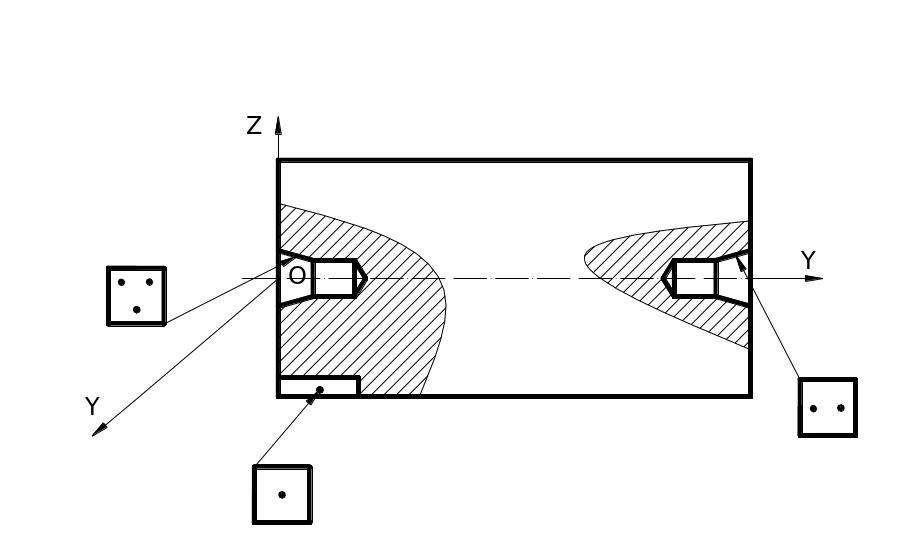
Рис. 4.9 - Схема установки детали в жестких центрах.
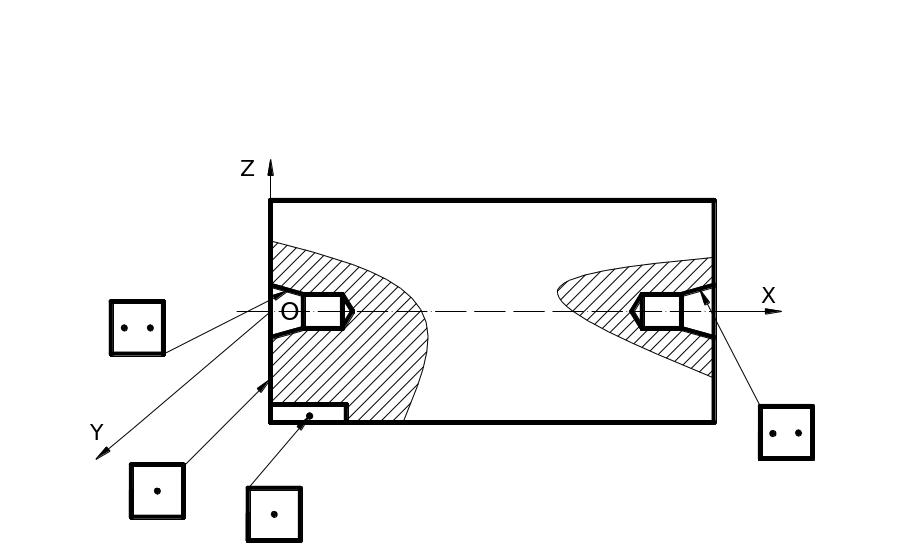
Рис. 4.10 - Схема установки детали на передний плавающий и задний жесткий центры.
Таким образом, для полного базирования деталей по коротким коническим поверхностям необходим комплект из трех баз: двойной направляющей базы и двух опорных баз.