4. Деталь для дипломного проекта
 В
качестве материала для дипломного
проекта на предприятии была выбраны
деталь, имеющая зубонарезные операции.
В
качестве материала для дипломного
проекта на предприятии была выбраны
деталь, имеющая зубонарезные операции.
В качестве детали для дипломного проекта выбрано изделие типа «Шестерня» (заводской шифр АР02.02.003, заказчик – ООО «Восход-Авиа»).
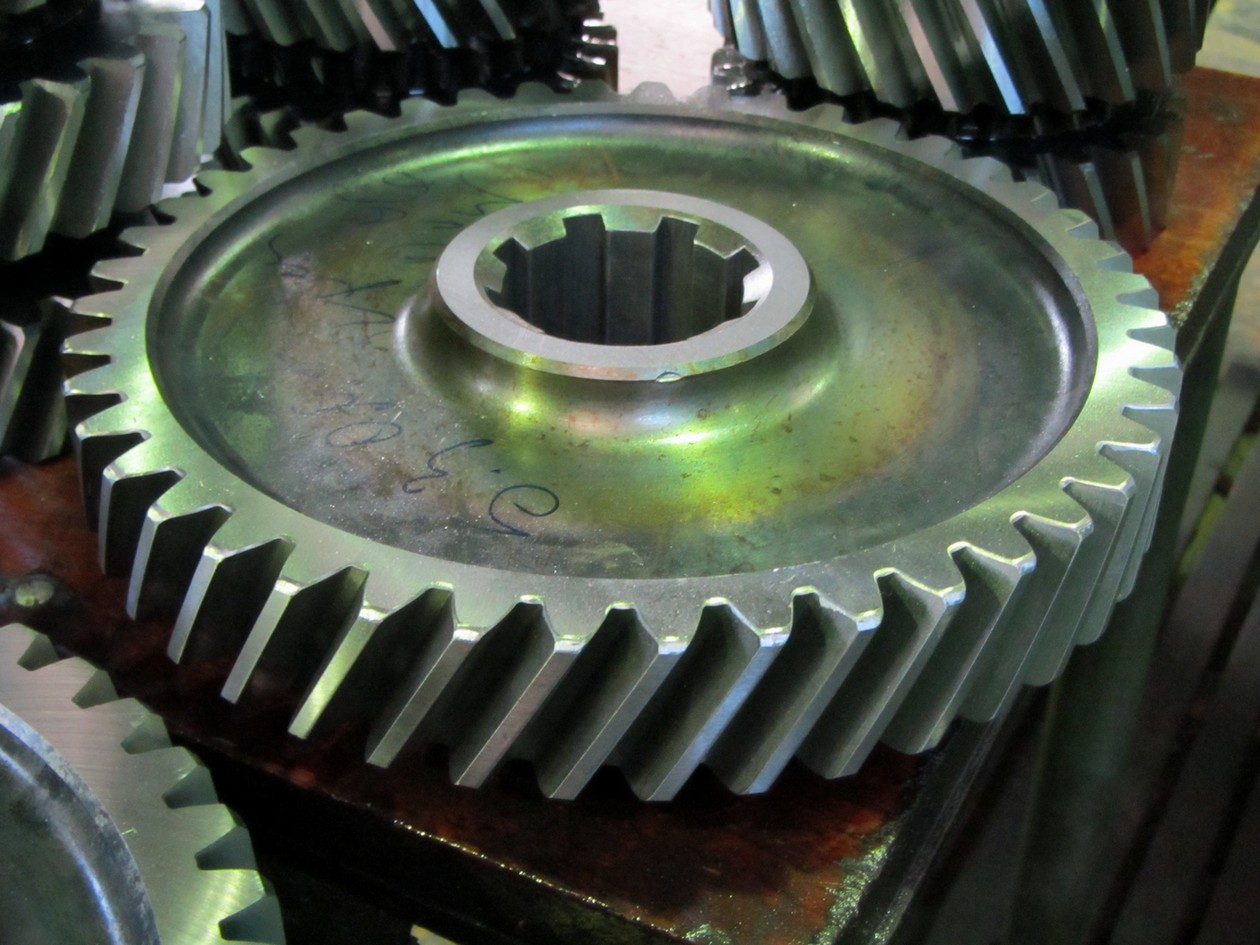
Рис. 4.1. Шестерня Z=30 АР.02.02.003.
4.1. Описание детали «Шестерня» ар02.02.003
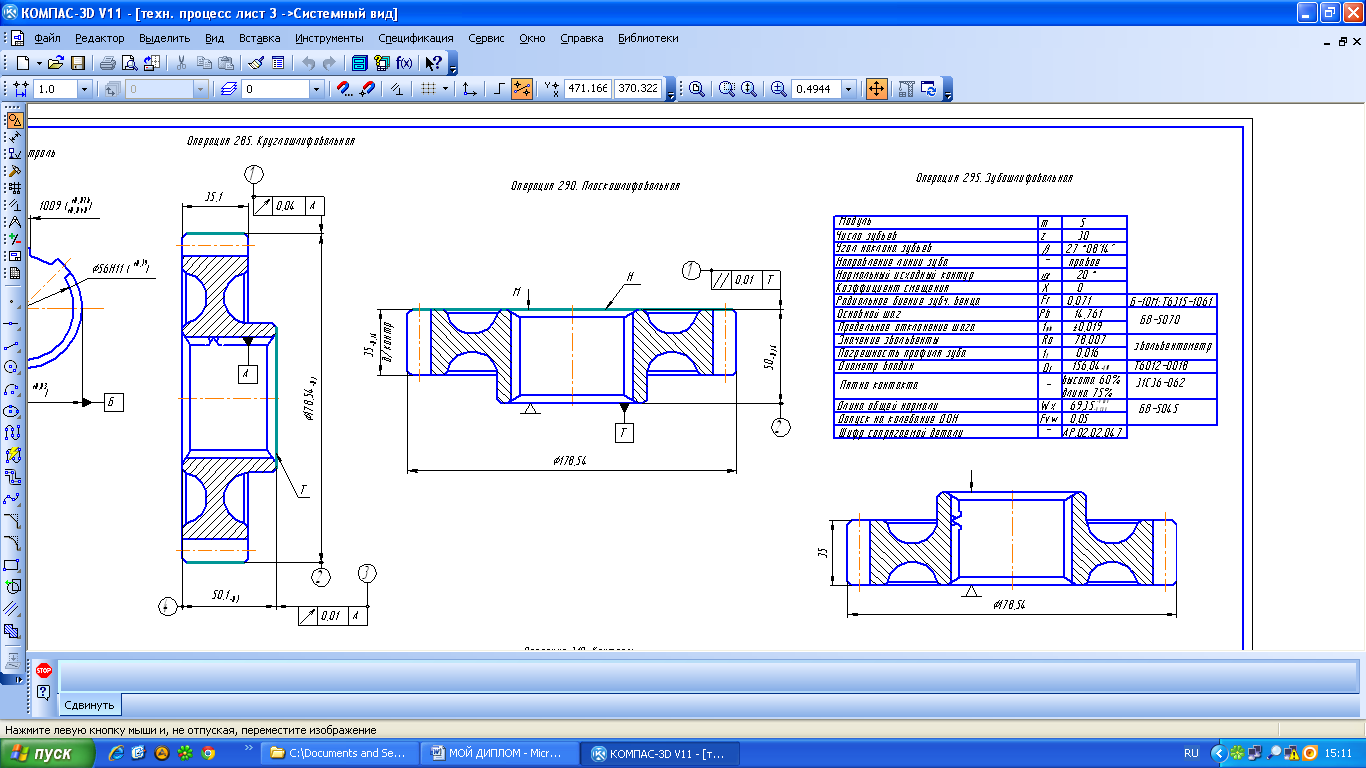
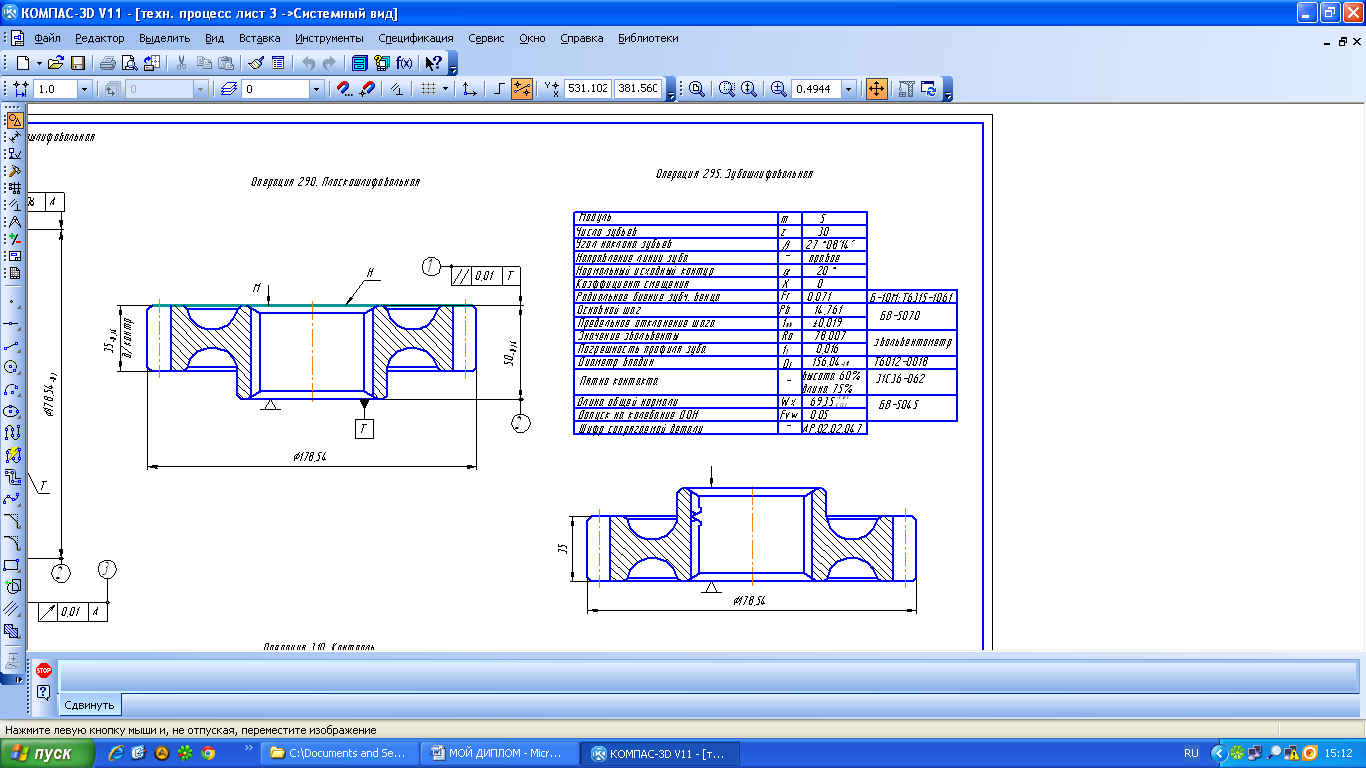
Деталь типа «Шестерня» используется в КПП (Коробке переменных передач) подъёмной машины для нефтегазового комплекса. Число зубьев Z = 30, модуль m = 5. Вид шестерни – косозубая, смещение Х=0. Делительный диаметр d = 168,54 мм. Диаметр ступицы = 80 мм.
Деталь представляет собой шестерню с выступающей с одной стороны ступицей. На внутренней поверхности ступицы имеются пазы для восьмизубого шлицевого вала (D-8х56х65H7х10D9 ГОСТ 1139-80). Материал детали – Сталь 40Х ГОСТ 4543-71.

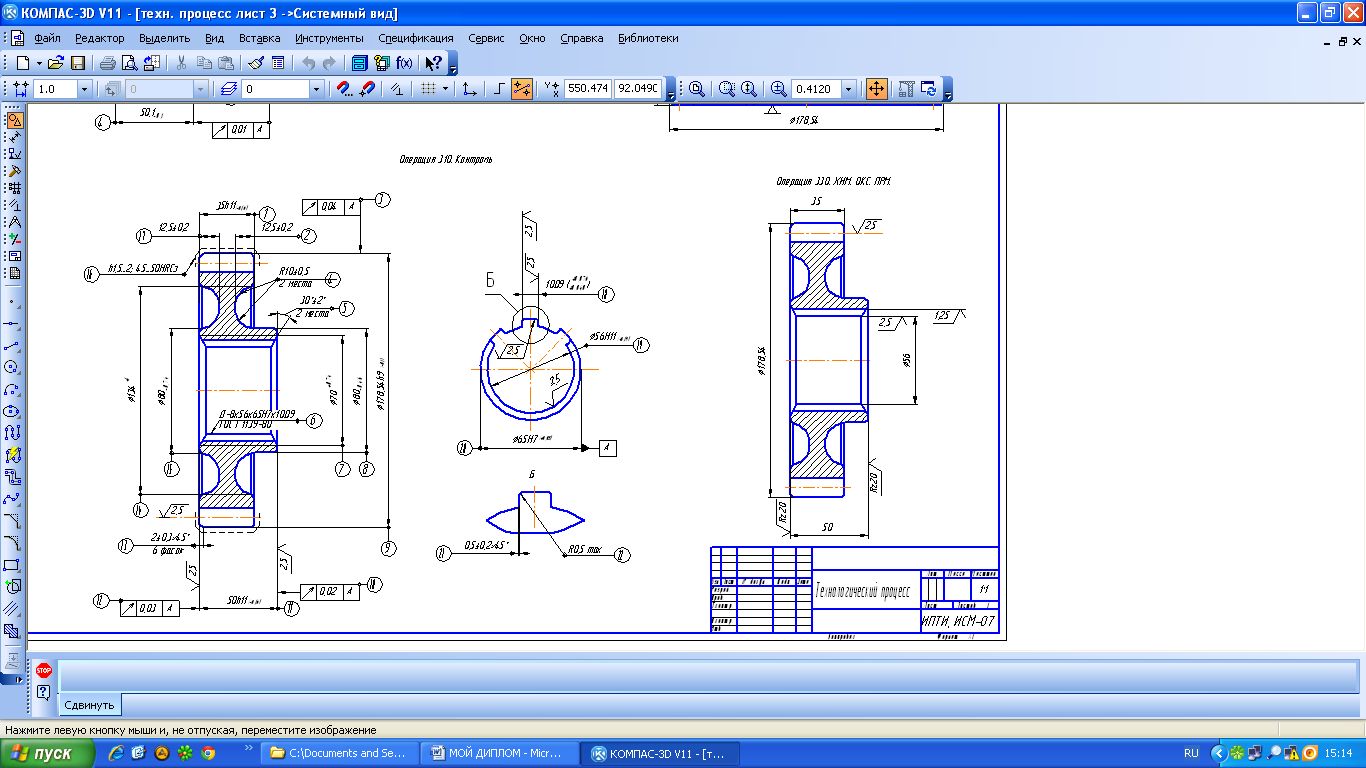
Рис.4.1.1. Чертёж шестерни Z = 30.
4.2. Определение типа производства по заданной программе выпуска детали
Находим тип производства по заданной программе выпуска и массы детали.
При m = 5,23 (кг) – масса детали.
Nгод = 180 (шт) – годовая программа выпуска детали.
Тип производства выбираем по таблице 2.
Таблица 2
Масса детали, кг
|
Тип производства
|
||||
Единичное |
Мелко-серийное
|
Средне-серийное
|
Крупно-серийное
|
Массовое |
|
<1,0 |
<10 |
10-2000 |
1500-100000 |
75000 -200000
|
200000 |
1,0-2,5 |
<10 |
10-1000 |
1000-50000 |
50000-100000
|
100000 |
2,5-5,0 |
<10 |
10-500 |
500-35000 |
35000-75000 |
75000 |
5,0-10 |
<10 |
10-300 |
300-25000 |
25000 –50000
|
50000 |
>10 |
<10 |
10-200 |
200-10000 |
10000-25000 |
25000 |
Исходя из таблицы, принимаем мелкосерийный тип производства.
При мелкосерийном производстве обычно применяют универсальные металлорежущие станки и станки с ЧПУ.
4.3. Анализ технологичности детали для данного типа производства
Технологичность детали – это соответствие детали изделия заданным условиям производства, которые обеспечивают изготовление данной детали или изделия с данной трудоемкостью и себестоимостью их изготовления.
Оценка конструкции детали на технологичность:
1. Данная шестерня является жесткой (это является одним из условий технологичности).
2. Деталь состоит из стандартных и унифицированных конструктивных элементов: диаметральных и линейных размеров, зубчатого венца. Это способствует использованию стандартных режущих и измерительных инструментов.
3. Деталь имеет точность и шероховатость, которые можно получить стандартным унифицированным инструментом при стандартном технологическом процессе.
4. Материал заготовки отвечает требованиям технологии изготовления: при изготовлении нет необходимости применять сложные технологические процессы изготовления детали; для хранения материала нет необходимости создавать определенные условия хранения и транспортировки.
5. Шероховатость базовых поверхностей удовлетворяет требованиям точности установки детали, ее обработки и контроля.
6. Деталь симметрична относительно своей оси.
7. На детали имеются канавки для свободного выхода режущего инструмента и фаски; все эти элементы являются унифицированными, что способствует повышению технологичности конструкции детали.
8. Все обрабатываемые поверхности имеют свободный подвод и отвод режущего инструмента.
9. Все шероховатости, обозначенные на чертеже, соответствуют данным квалитетам точности, это также является одним из условий технологичности.
Вывод: данная деталь технологична в изготовлении.
Для изготовления детали «Шестерня Z = 30 АР02.02.003» применяется материал сталь 40Х ГОСТ 4543-71. Эта сталь отвечает всем требованиям, предъявленным детали, как механическим, так и химическим свойствам. Заготовку шестерни получают методом поковки.
При изготовлении поковок основным орудием становятся различные прессы, усилием в несколько тонн, а также молот или кувалда. Благодаря такому воздействию, полученный металл отличается повышенной пластичностью и прочностью.
Заготовки в виде поковок, изготовляемых ковкой, применяются для деталей, работающих преимущественно на изгиб, растяжение, кручение и имеющих в разных своих частях значительную разницу в поперечных сечениях. При изготовлении поковок стремятся получить конфигурацию заготовки, приближающуюся к упрощенному очертанию детали.
Для правильного решения в отдельных случаях необходимо проанализировать, что выгоднее: дать упрощённую конфигурацию заготовки и снимать излишек материала при обработке на станках или дать более точную поковку, по конфигурации и размерам приближающуюся к готовой детали, и благодаря этому снимать меньше металла на станках.
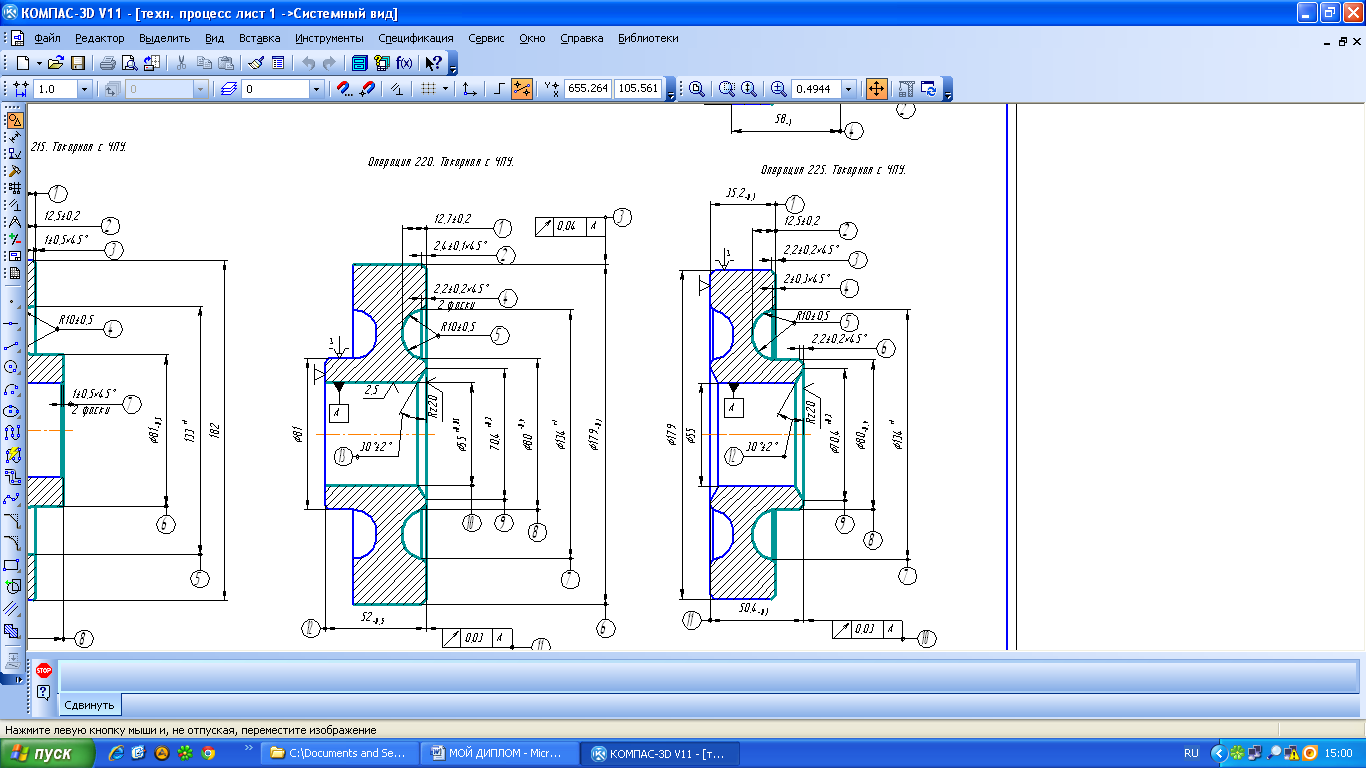
Рассмотрены некоторые обрабатываемые поверхности операции 225 – токарной с ЧПУ. Значения записаны в таблицу 3.
Таблица 3
-
Размер
Припуск
Допуск
50,4-0,1
1,6
12,5±0,2
0,2
2±0,3
0,2
133+1
1

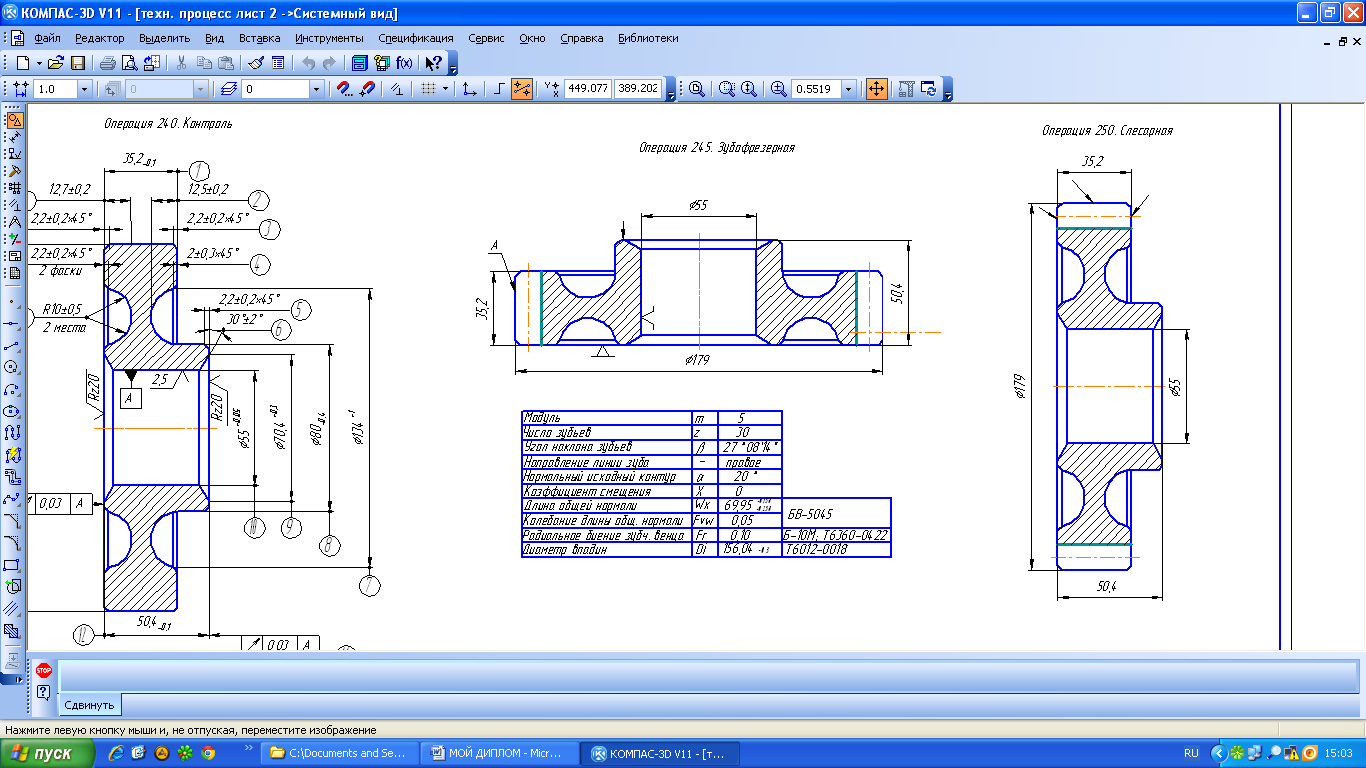
Припуск на чистовое нарезание выбираем по таблице 4. При изготовлении колес в ряде случаев чистовую обработку ведут на специальных станках.
Припуски на чистовую обработку зуба цилиндрических зубчатых колес:
Таблица 4
Модуль, мм |
Диаметр колеса, мм |
178,54 |
|
На чистовое зубофрезерование |
|
5 |
1 |
Под шлифование |
|
5 |
0,3 |
При зубофрезеровании прямозубых колес припуск допускается уменьшать на 10…25%
Допуски на припуск:
Таблица 5
Последующая обработка |
Диаметр колеса, мм |
178,54 |
|
Чистовое нарезание |
220 |
Шлифование |
100 |
4.4. Заводской технологический процесс обработки детали «Шестерня Z = 30» АР02.02.003
Заводской технологический процесс на данную деталь приведён в таблице 6.
Таблица 6
№ |
Операция |
Чертеж |
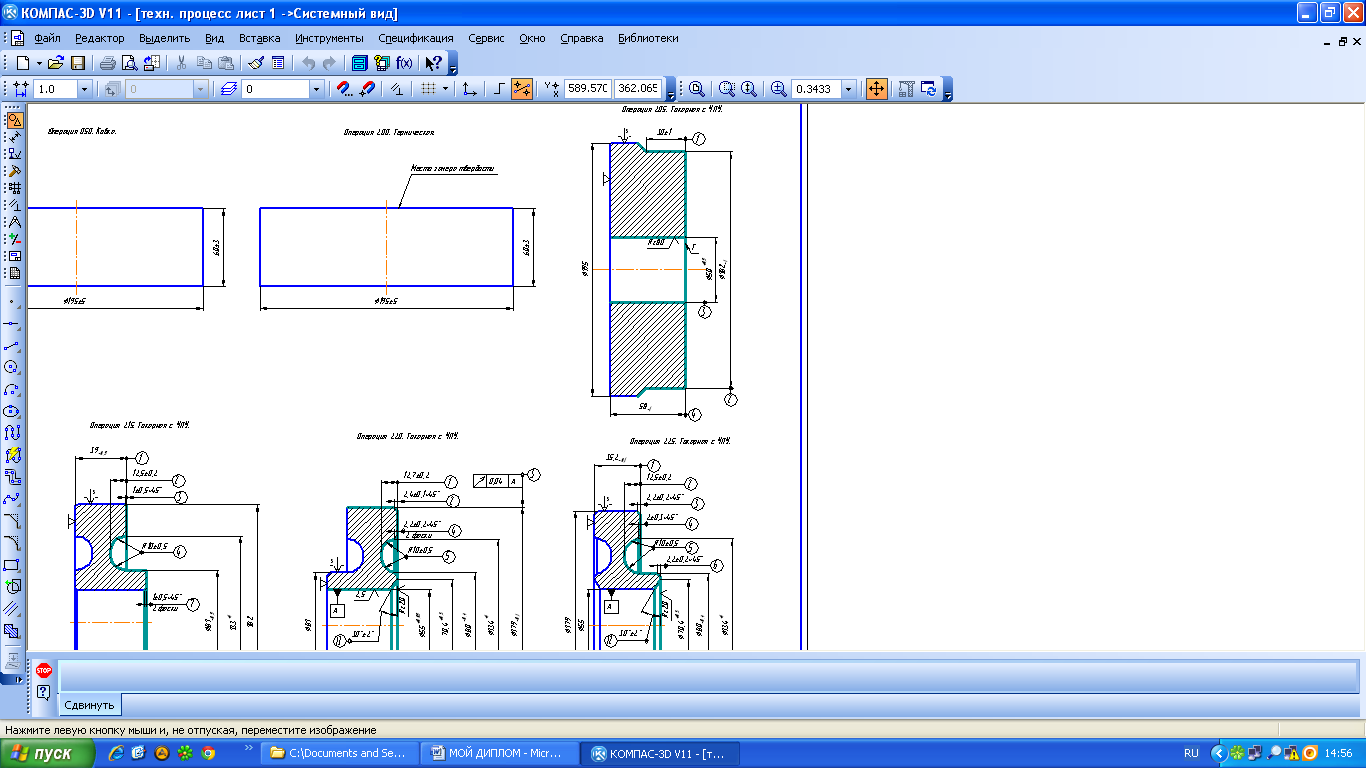
005 |
Отрезная |
|

Продолжение таблицы 6
050 |
Ковка |
|
200 |
Термическая |
|
205 |
Токарная с ЧПУ |
|
210 |
Токарная с ЧПУ |
|

Продолжение таблицы 6
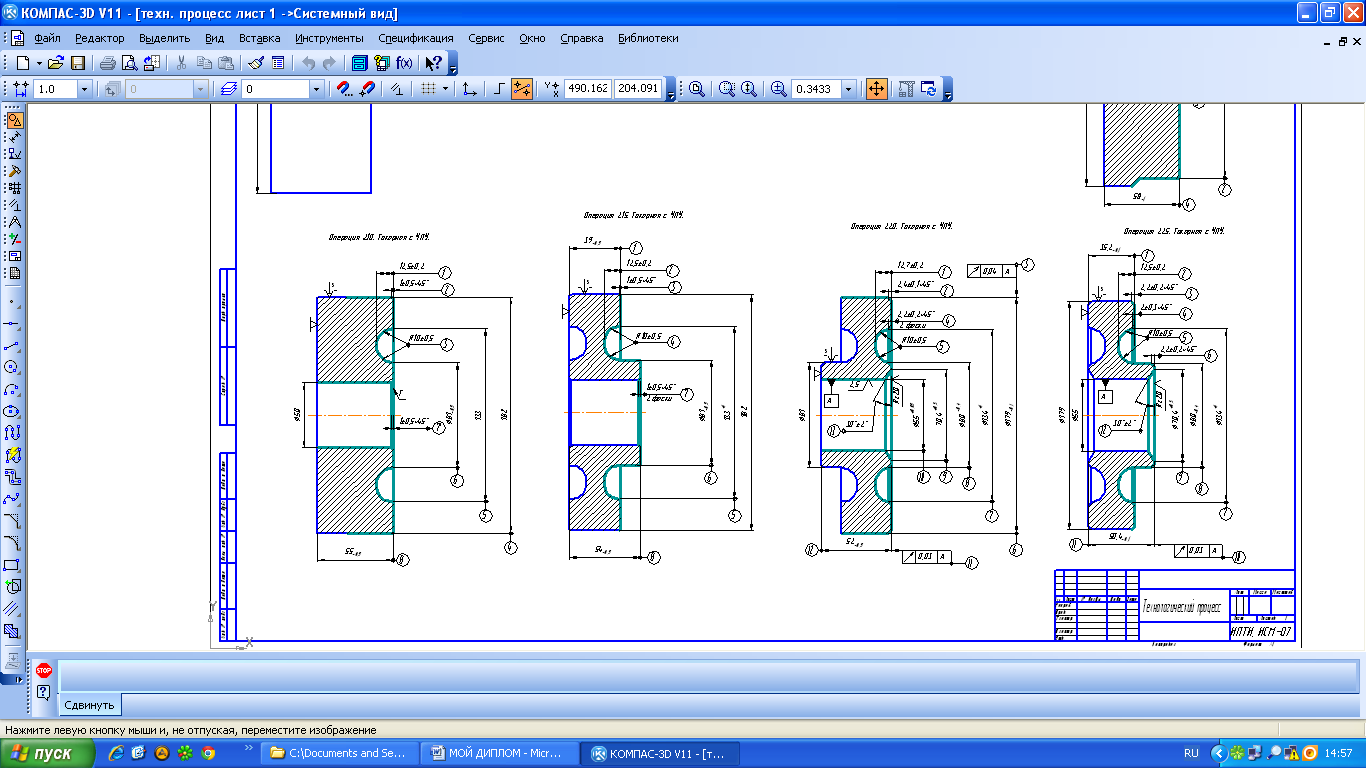
215 |
Токарная с ЧПУ
|
|
220 |
Токарная с ЧПУ |
|
225 |
Токарная с ЧПУ |
|
Продолжение таблицы 6
230 |
Слесарная |
|
240 |
Контроль |
|
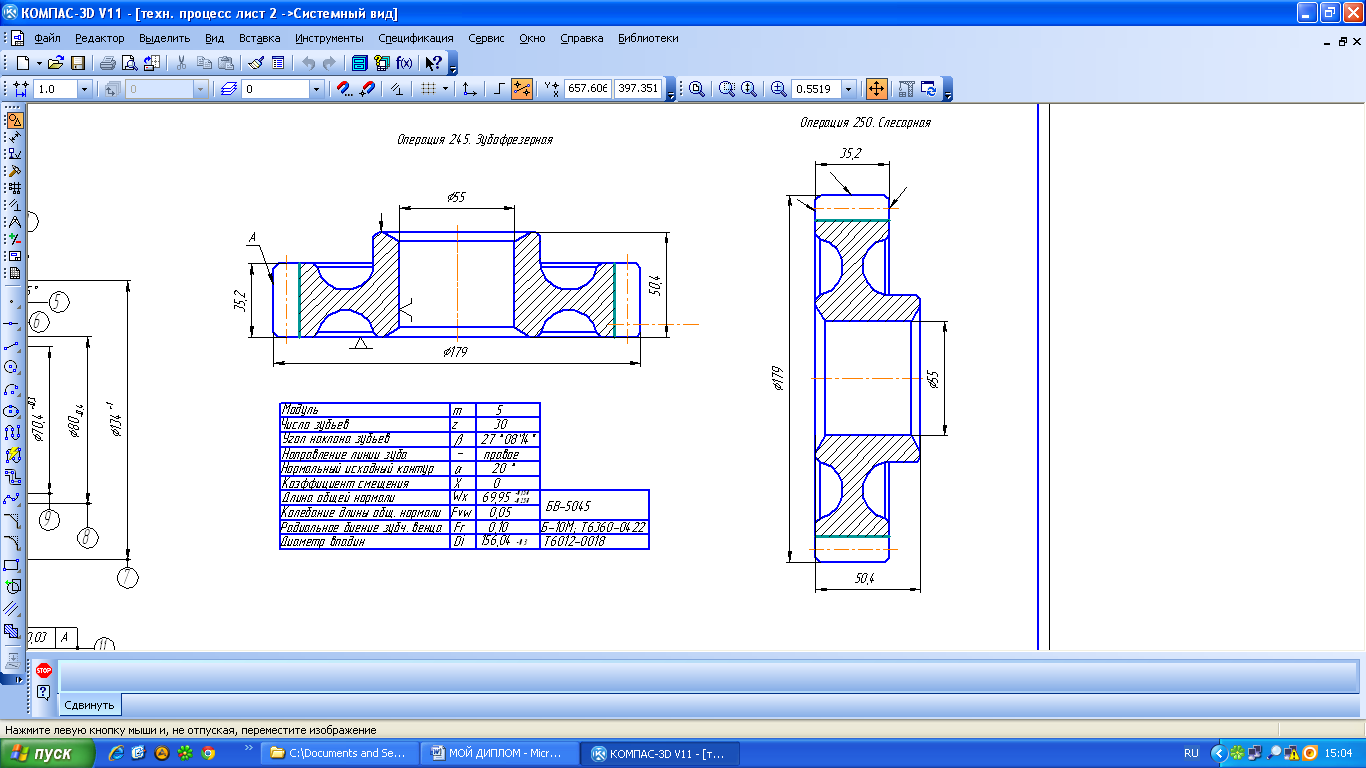
245 |
Зубофрезерная |
|


Продолжение таблицы 6
250 |
Слесарная |
|
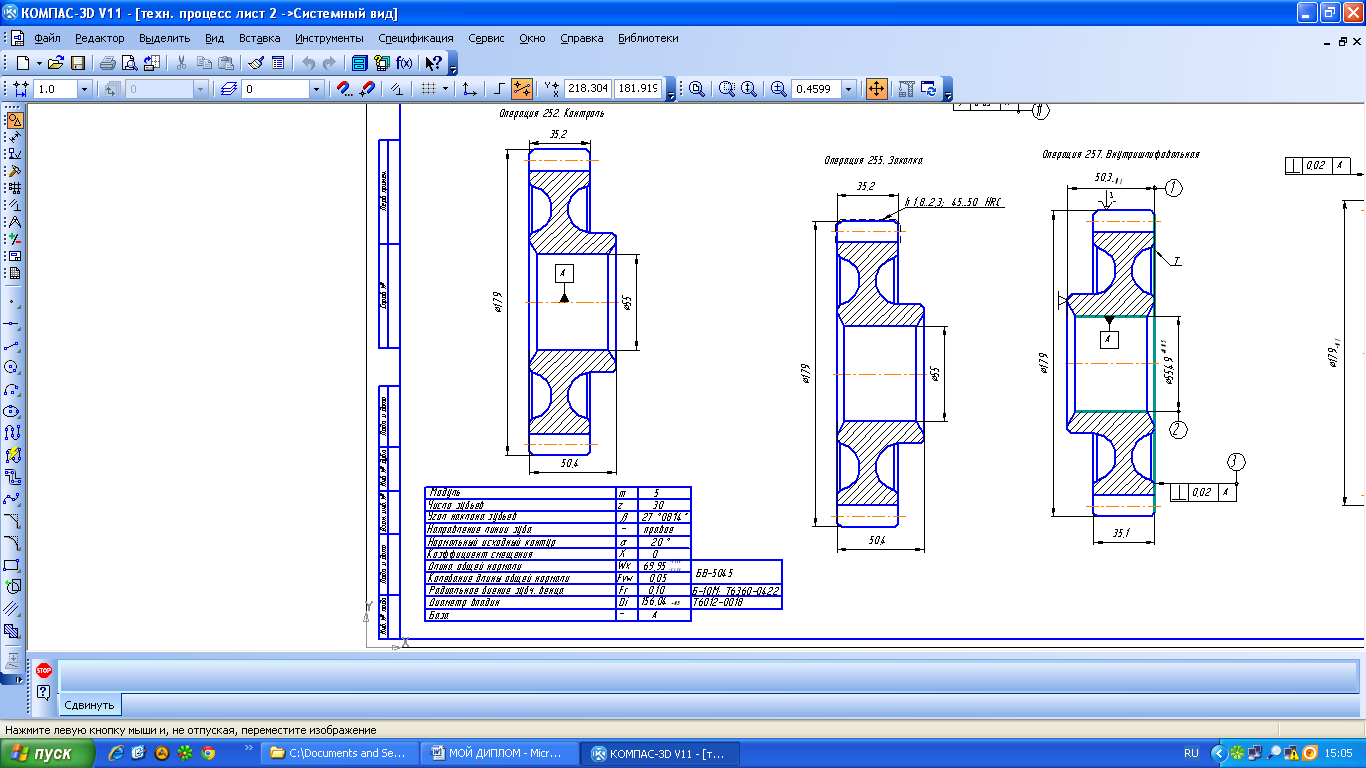
252 |
Контроль |
|
255 |
Закалка |
|
 Продолжение
таблицы 6
Продолжение
таблицы 6
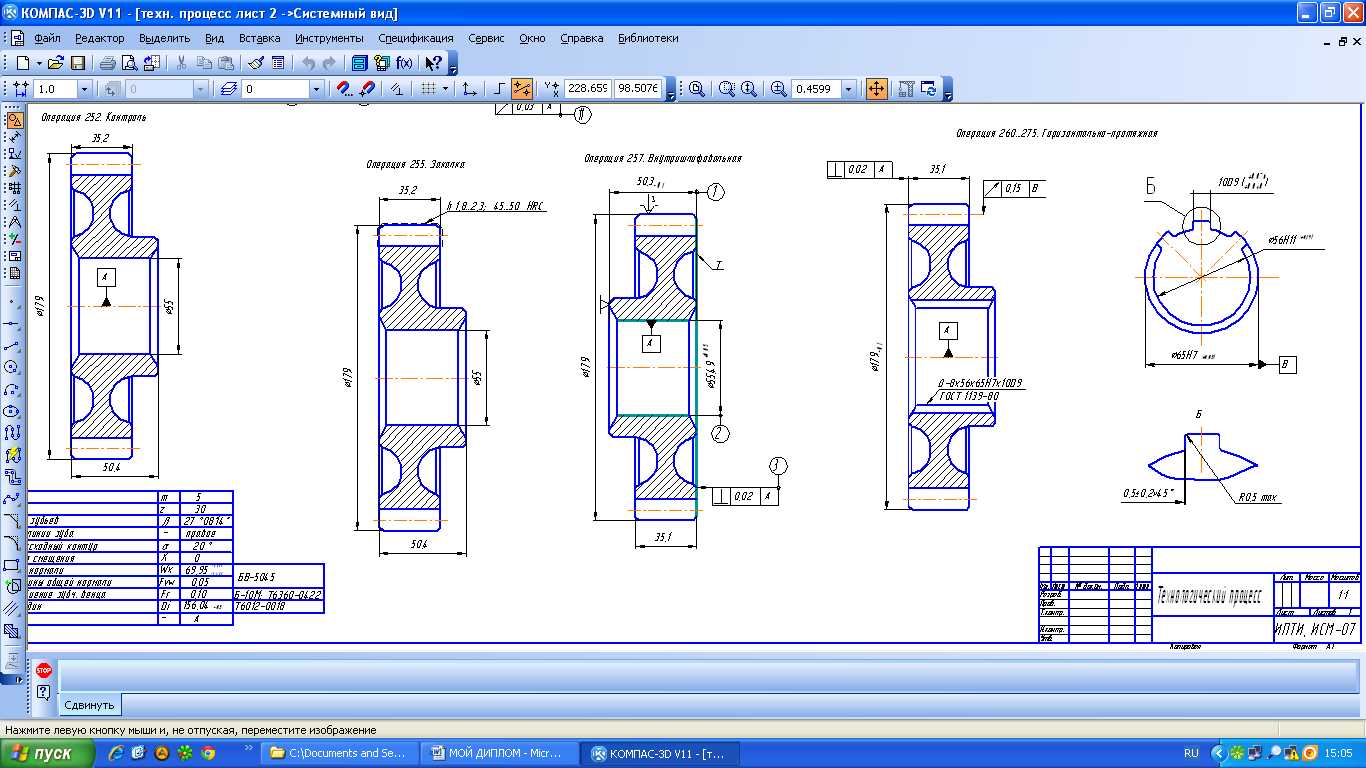
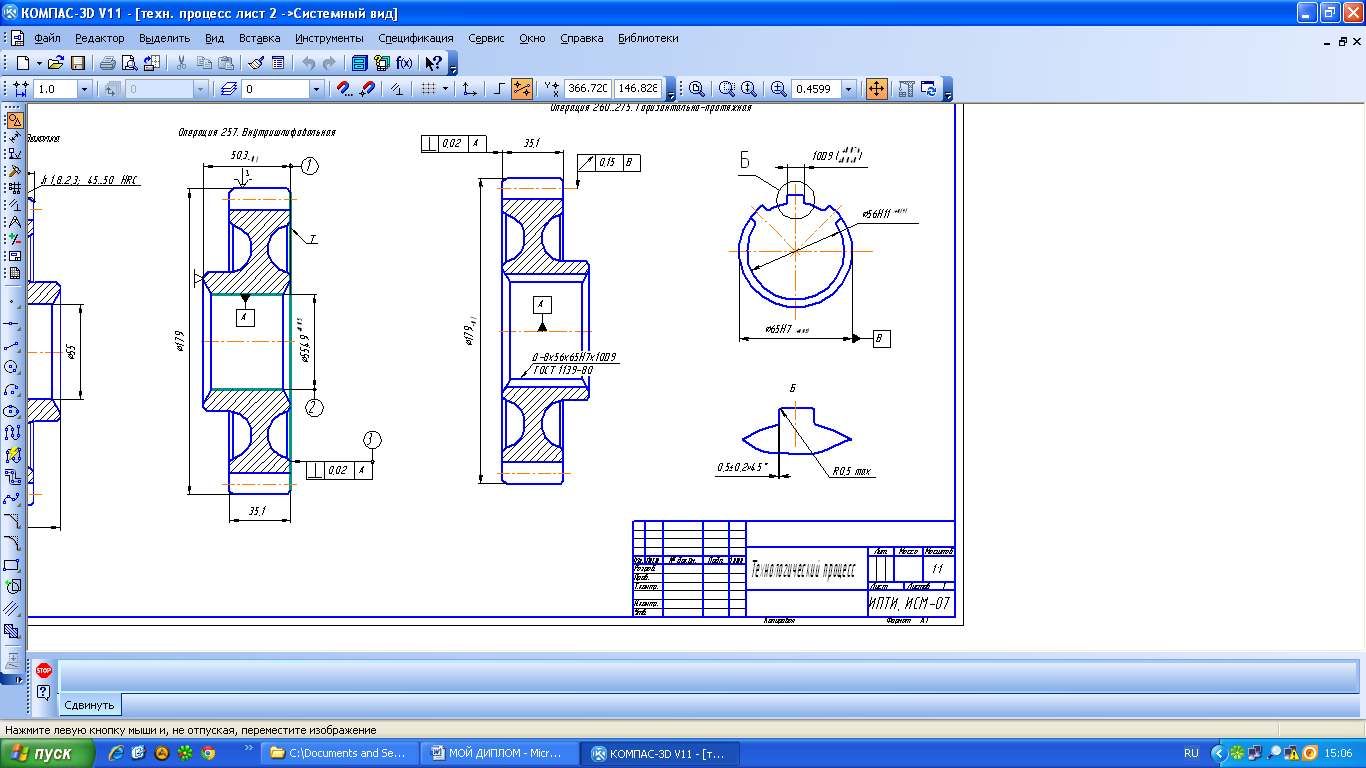
257 |
Внутришлифовальная |
|
260 |
Горизонтально-протяжная |
|
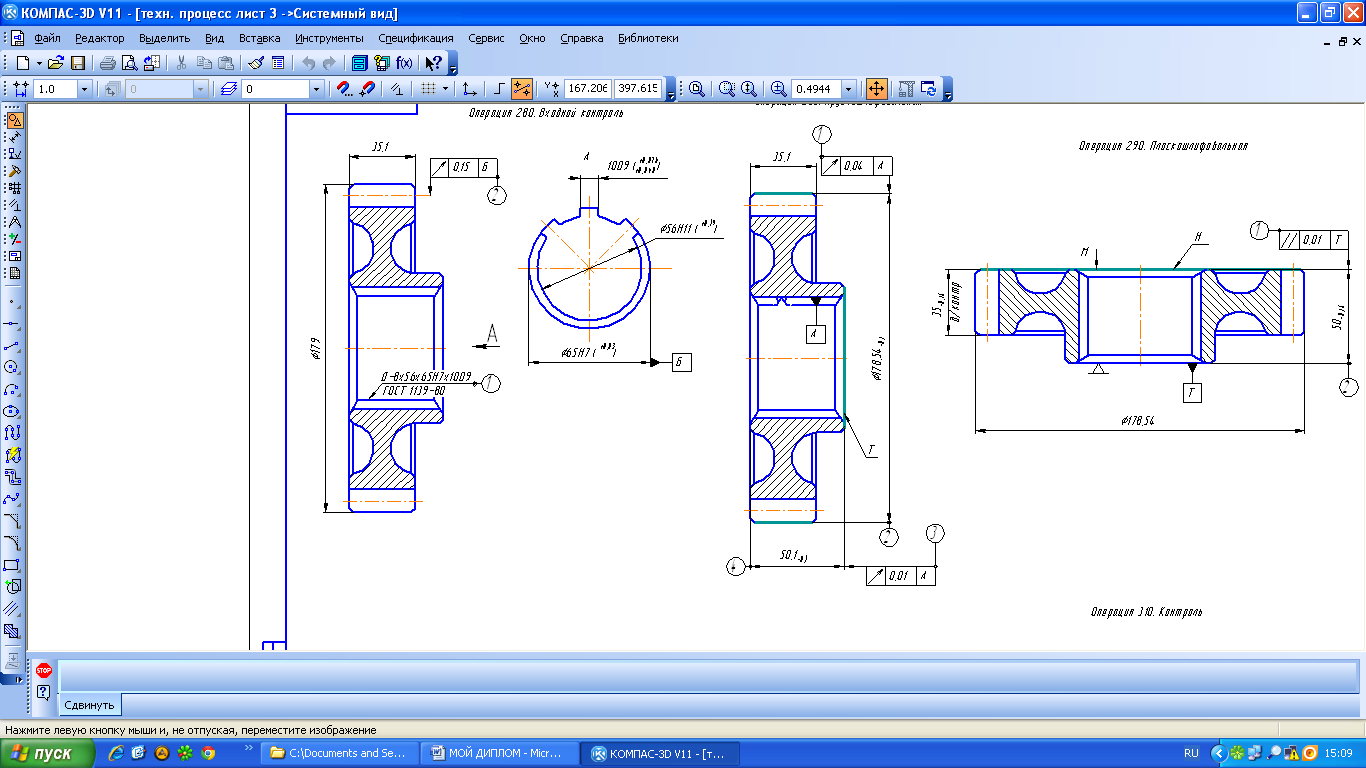
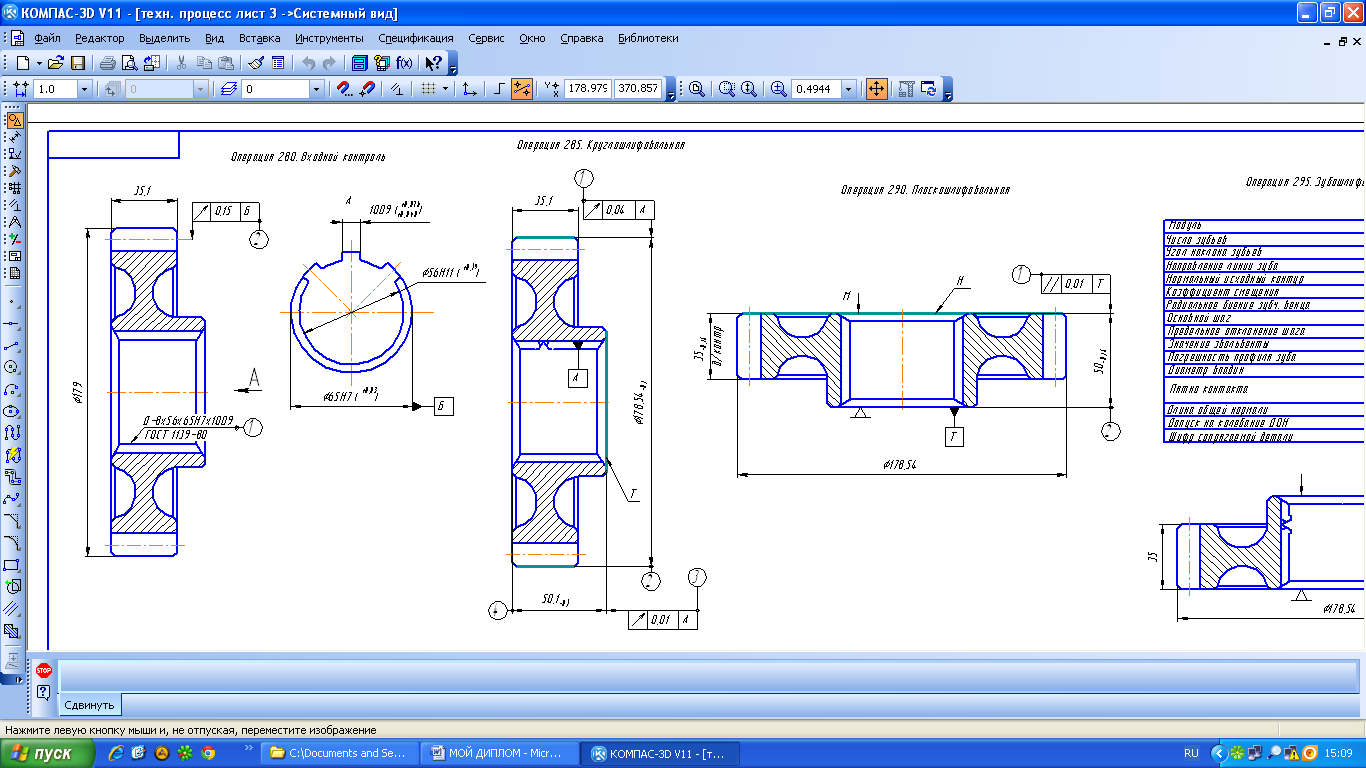
280 |
Входной контроль |
|

 Продолжение
таблицы 6
Продолжение
таблицы 6
285 |
Круглошлифовальная |
|
290 |
Плоскошлифовальная |
|
295 |
Зубошлифовальная |
|
 Продолжение
таблицы 6
Продолжение
таблицы 6
300 |
Слесарная |
|
310 |
Контроль |
|
330 |
Хим.Окс.Прм |
|