

Приводные устройства
Передача тягового усилия и движения ленте осуществляется за счет сил трения от приводных барабанов. Приводной барабан конвейера соединяют с выходным валом редуктора зубчатой муфтой, а вал двигателя с выходным валом редуктора упругой муфтой. В длинных тяжелонагруженных конвейерах вместо упругой ставят гидромуфту или электромагнитную муфту, обеспечивающие плавный пуск конвейера.
Для обеспечения нормальной работы передаваемое барабаном тяговое (окружное) усилие
![]() ,
,
где efα - полный тяговый коэффициент приводного барабана; f - коэффициент сцепления с поверхностью барабана; α – угол обхвата.
Возможны следующие пути повышения тяговой способности привода: а) увеличение угла α обхвата барабана лентой. Обычно в конвейерах угол обхвата α > 180º, что достигается применением отклоняющим (неприводным) барабаном 1 (рис 5.5, а). В двухбарабанных приводах (рис 5.5, б,в,г) суммарный угол обхвата может достигнуть 480º, однако они имеют следующие недостатки: повышенный износ ленты, ускорение ее расслаивания из-за дополнительных перегибов, усложнение привода, связанное с необходимостью строгой согласованности вращения обоих барабанов 1 и 2;
б) увеличение коэффициента f трения между лентой и барабаном путем футеровки барабана фрикционными материалами, например, резиной и др.;
в) увеличение силы трения ленты с приводным барабаном. Для увеличения силы трения используют дополнительный прижим ленты к барабану (рис. 5.5, д) и приводы с прижимной лентой (рис. 5.5, е). В последнем (рис. 5.5, е) лента 3 натянута с помощью груза 2 и прижимает основную ленту 4 к ведущему барабану 1.
Рис. 5.5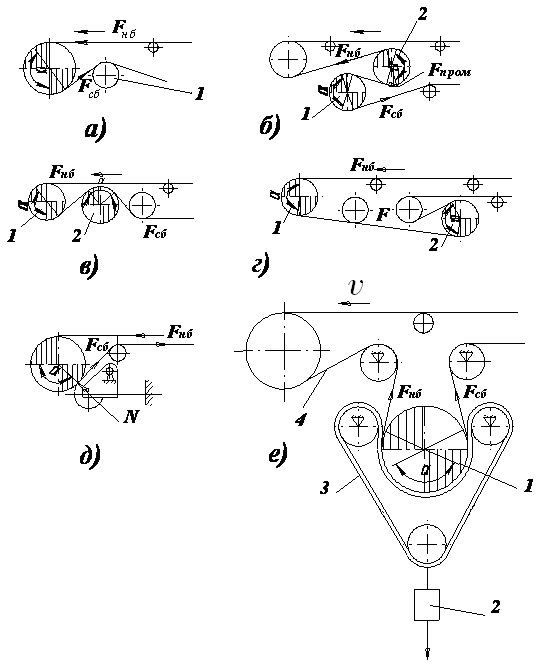
Привод рекомендуется устанавливать по ходу гибкого элемента после участка с наибольшим сопротивлением, обычно в конце движения груза.
Загрузочные и разгрузочные устройства
Конструкции загрузочных и разгрузочных устройств зависят от характеристики перемещаемого груза. В местах загрузки сыпучих грузов на ленточных конвейерах устанавливают загрузочные воронки, через которые груз направляется на среднюю часть ленты. Углы наклона стенок воронки делают несколько больше углов трения сыпучего груза о стенку воронки. Нижний загрузочный патрубок проектируют таким образом, чтобы высота падения груза на ленту была минимальной, а скорость его подачи vгр близка к скорости ленты v. Последнее достигается путем выбора угла наклона лотка на 10…15º больше углов трения груза о поверхность лотка. Ширину загрузочного лотка принимают равной (0,6…0,7)В (В – ширина ленты); длину такой, чтобы в загрузочном устройстве успевал формироваться ровный слой груза. Штучные грузы передают на конвейер при помощи направляющих спусков или укладывают непосредственно на ленту. При vгр v можно принимать сопротивление при загрузке материала на ленту Wзаг=0.
Сбрасывание груза с ленты производится обычно с концевого барабана конвейера, а в некоторвх случаях в промежуточных точках вдоль трассы с помощью сбрасывающих устройств, например при загрузке силосов, бункеров, железнодорожных вагонов, складов.
К преимуществам
плужковых сбрасывателей на одну (рис.
5.6, а)
и на две (рис. 5.6, в)
стороны относятся простота конструкции,
непрерывность действия, компактность
и малая масса. Однако при их работе
возрастает сопротивление движению и
истирание ленты. Плужковые сбрасыватели
изготавливают под углом
![]() (ρ – угол трения груза о щит плужка). Для
большинства грузов
(ρ – угол трения груза о щит плужка). Для
большинства грузов
![]() =35…45º.
=35…45º.
Сбрасывающие тележки (рис. 5.6, б) создают более благоприятные условия для работы ленты, хотя и более сложны по конструкции, поэтому применяются преимущественно на стационарных транспортах большой длины.Тележки могут перемещаться по направляющим (рельсам, швеллерам, угольникам и др.) вдоль трассы транспортирования вручную, от ленты конвейера или индивидуальным приводом.
Разгрузочное устройство со сбрасывающем транспортером (рис. 5.6, г) отличается компактностью и пониженным сопротивлением.