

– каркас,
– эквидистантные шаблоны,
– тележка,
– отверстия для фиксации изделия в зоне стапеля,
– изделие,
– узлы крепления,
– рельсы,
– штыри
Нивелировка изделия
Летные качества и точность сборки агрегатов самолета во многом определяются нивелировочными требованиями, оформляемыми в виде отдельного документа «Паспорта нивелировочных данных» и нивелировочной схемы (нивелировочного чертежа), в которых изложены требования по взаимному расположению поверхностей различных агрегатов, определяемых по конкретным, строго фиксированным при производстве и ремонте, нивелировочным (реперным) точкам (рис. 129).
Нивелировку самолета производят после окончания сборки, регулировки и проверки всех систем на специальной изолированной площадке, чтобы колебания почвы не передавались изделию при проведении нивелировки.
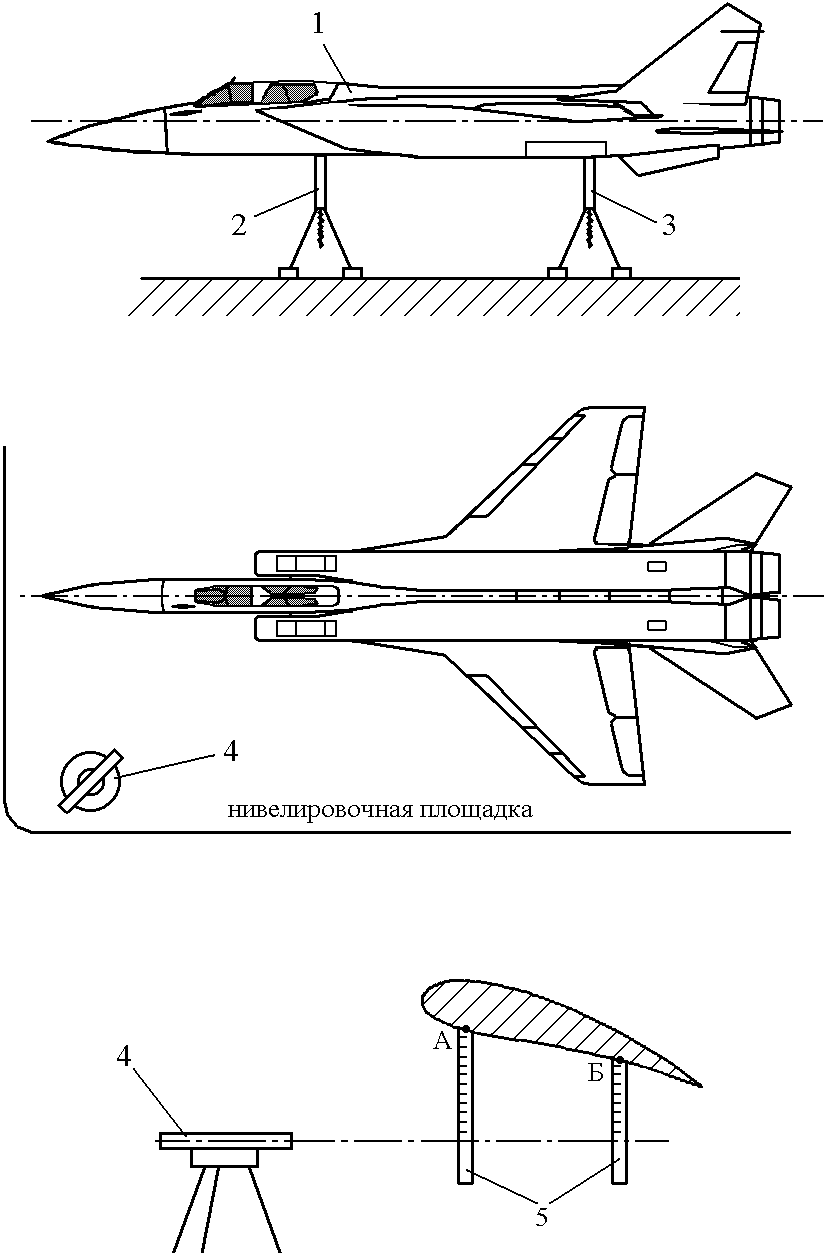
При нивелировке самолет 1 устанавливается на подъемниках 2 и 3 таким образом, чтобы его продольная и поперечная оси находились в горизонтальной плоскости. Это положение самолета называют установкой в линию полета. Горизонтальность осей самолета проверяют по системе нивелировочных точек, зафиксированных на центроплане и фюзеляже. Затем устанавливают нивелир 4, выбирая для него место, с которого производятся отсчеты по всем нивелировочным (реперным) точкам.
При помощи нивелира проверяют положение агрегатов относительно оси симметрии, соосность носовой и хвостовой части фюзеляжа, симметричность расположения хвостового оперения, положение осей двигателя и т. д. В серийном производстве создаются специальные нивелировочные стенды, на которых самолет устанавливается в линию полета на специальных подъемниках, затем к контролируемым реперным точкам подводят пиноли с индикаторами, с помощью которых заносят все данные в нивелировочную таблицу. Применение таких нивелировочных стендов ускоряет процесс нивелировки.
-
Агрегат:
Место замера:
Размер:
крыло
Превышение т. А над т. Б
58 ± 5
Положение данной реперной точки А в вертикальной плоскости определяется отсчетом по нивелиру 4 цифры деления на линейке 5, приставленной вертикально к этой точке (рис. 130).
Повернув нивелир, получают отсчет по линейке, приставленной к другой реперной точке В, причем разность в отсчетах дает превышение одной реперной точки относительно другой.
Рис. 130. Оценка нивелировочных данных