

Тема 14. Сборка изделий металлической конструкции
Степень членения самолета на детали и сборные единицы зависит от особенностей конструкции в целом (наличие монолитных панелей и узлов); конструктивно-силовой схемы; габаритов сборных единиц; материалов используемых для изготовления входящих в конструкцию деталей; способов соединения деталей; программы выпуска и т. п.
Рациональное членение конструкции самолета на сборные единицы позволяет значительно упростить сборку и снизить трудоемкость сборочных работ за счет механизации и автоматизации сборочных операций.
По конструктивно-технологическим признакам отсеки и агрегаты самолета можно объединить в три группы:
отсеки и агрегаты непанелированной конструкции, которые собирают, как правило, из отдельных деталей и небольших узлов;
отсеки и агрегаты панелированной конструкции, собираемые из панелей, узлов сборной и монолитной конструкции;
агрегаты, члененные на отсеки, процесс сборки которых по существу, представляет стыковку сборных единиц и соединение коммуникаций по стыкам и разъемам.
Сборка отсеков и агрегатов непанелированной конструкции
Сборку отсеков или агрегатов непанелированной конструкции производят в одном сборочном приспособлении и в определенной технологической последовательности. На сборку таких изделий поступают в основном отдельные детали и некоторые узлы.
Пусть имеем клепанную конструкцию отсека фюзеляжа (рис. 114).
Сборка такового отсека в сборочном приспособлении (рис. 115), состоящего из каркаса 1, на котором установлены плиты стыка 2 и рубильники 3, производят в следующей последовательности:
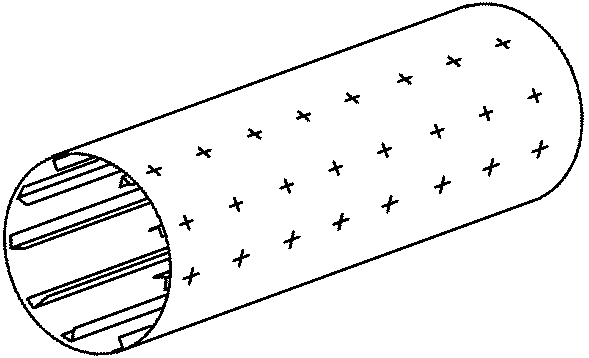
Рис. 114. Отсек фюзеляжа клепанной конструкции

Рис. 115. Сборочное приспособление
закрепление поперечных элементов каркаса 4 в сборочном приспособлении,
установка элементов продольного набора 5,
фиксация стрингеров относительно обводов каркаса усилиями q,
по НО в стрингере сверлятся отверстия в шпангоуте и выполняется соединение клепкой. Получим каркас.
установка обшивки:
а) замена рубильников, имеющих обвод по каркасу, на рубильники с обводом по обшивке;
б) установка обшивки;
сверление и зенкование (при необходимости) отверстий в обшивке по НО в стрингерах. Сверление изнутри, зенкование снаружи.
соединение каркаса с обшивкой — клепка.
Сборка подобных изделий характеризуется большим количеством операций, длительностью цикла, применением малопроизводительного оснащения (пневмодрелей и молотков, ручных методов сварки). В связи с этим качество соединений получается невысоким, а трудоемкость сборочных работ — большой.
Сборка требует сложных сборочных приспособлений, сокращает возможность расширения фронта работ.
Этот метод сборки применяется при изготовлении экспериментальных и опытных изделий, а также головной партии при запуске изделия в серийное производство.
Преимущество:
одно сборочное приспособление,
сроки освоения производства короче.
Сборка отсеков и агрегатов панелированной конструкции
Сборка панелированной конструкции представляет собой установку узлов и панелей в сборочное положение и соединение их между собой в местах стыка.
Расчленим конструкцию хвостовой балки вертолета (рис. 116).
Краткий технологический процесс можно представить в виде:
установка базовых шпангоутов 1 и 5 в сборочное приспособление ,
установка пола 3,
выполнение клепанных работ,
установка боковой панели 2,
установка боковой панели 4,
установка боковой панели 6,
клепка стыковых швов между панелями,
установка гаргрота и соединение его со шпангоутом 5 по стыку.
При сборке панелированных изделий объем клепанных работ в общесборочном приспособлении уменьшается и снижается общая трудоемкость сборки отсека или агрегата за счет снижения затрат на узлы и панели, которые в этом случае собираются на механизированном оборудовании или на клепальных автоматах.
Эффективность процесса сборка панелированной конструкции оценивают в условных единицах, отнеся затраченное на сборку время к 1 кг массы конструкции, по выражениям
![]()
![]()
![]()
где: СП , СН , — затраты на сборку панелированной и непанелированной конструкции, час/кг;
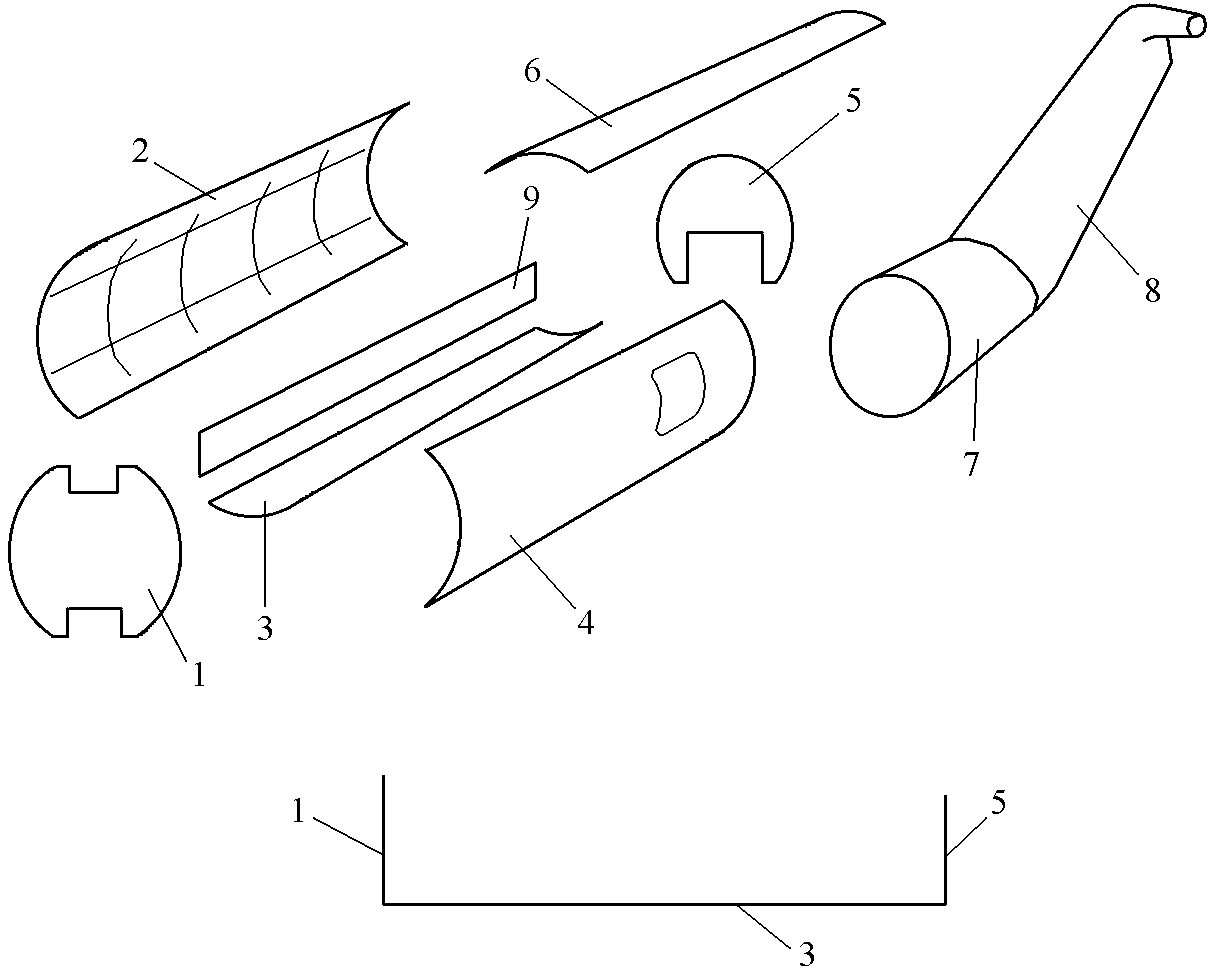
Рис. 116. Панелированная конструкция:
– пожарная перегородка,
– правая панель,
– нижняя панель (пол),
– левая панель,
– силовой шпангоут,
– верхняя панель,
– гаргрот,
– хвостовая балка,
– балка пола
ТП , ТН — трудоемкость сборки панелированной и непанелированной конструкции, час;
QП , QН — масса панелированной и непанелированной конструкции, кг.